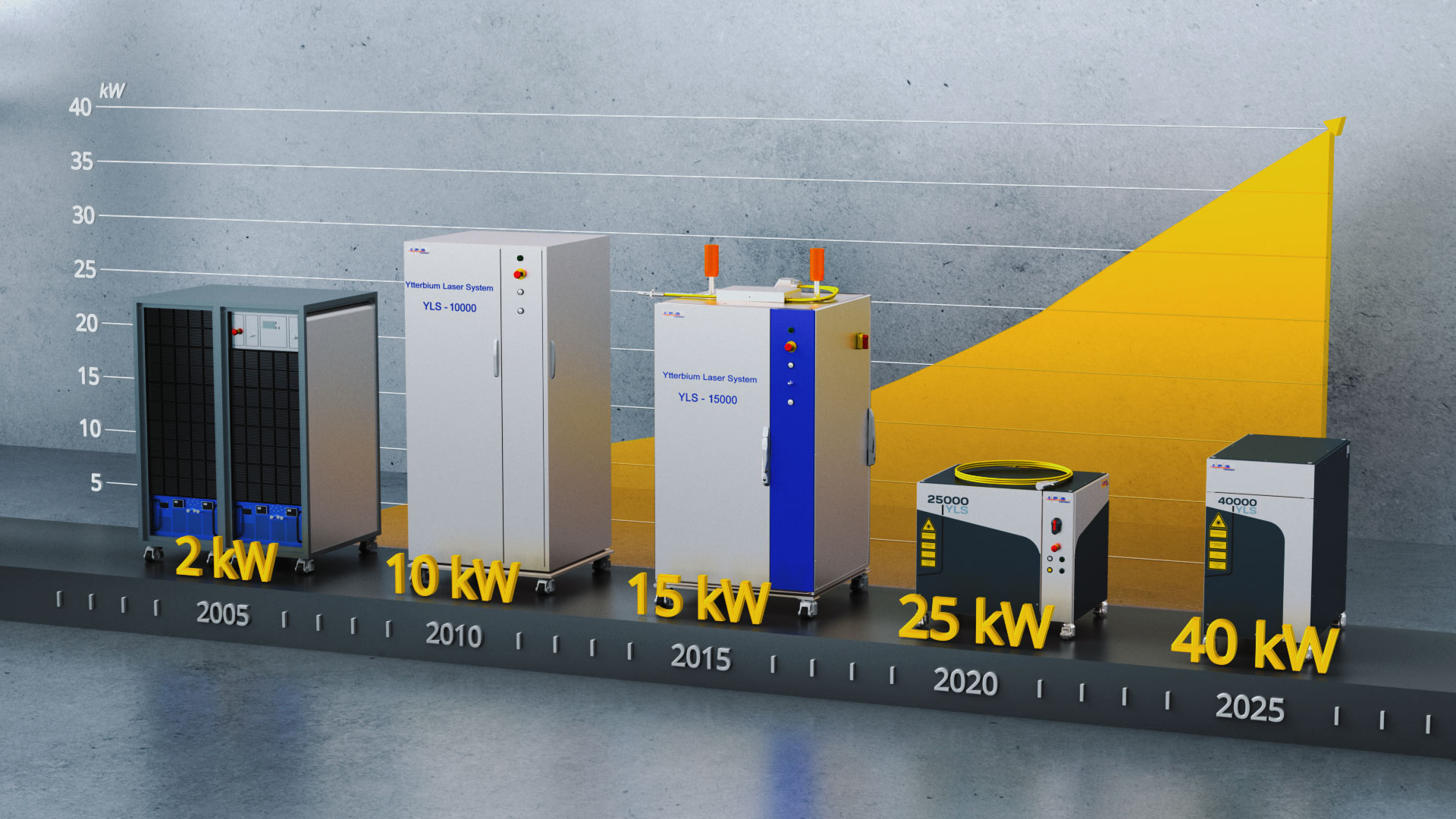
IPG high-power lasers are a long lasting investment in the success of your operation, often operating for over a decade even with aggressive duty cycles.
A robust design resists power and beam quality degradation, ensuring the highest process quality and stability for years of industrial use.