

Długoletnia wiedza na temat cięcia grubego metalu za pomocą włóknowy stopniowo stała się nieaktualna. Konieczna stała się aktualizacja analizy względnych możliwości cięcia laserowego i cięcia plazmowego.
włóknowy o dużej mocy – które są obecnie dostępne w wersjach o mocy przekraczającej 100 kilowatów – zmieniły dotychczasowe założenia, podważając wiele długo utrzymywanych przekonań dotyczących kosztów, szybkości i wydajności. Co najważniejsze, te wyższej mocy włóknowy nie są już ograniczone głównie do cienkich metali: obecnie konsekwentnie przewyższają one wydajnością przecinarki plazmowe w przypadku materiałów o grubości przekraczającej 2 cale (50 mm).
Ten zaktualizowany przewodnik zawiera podsumowanie przełomowych technologii, które napędzają te zmiany, oraz oparte na danych porównanie włóknowy i przecinarek plazmowych, a następnie odpowiada na kluczowe pytanie: kiedy przecinarka laserowa jest faktycznie bardziej ekonomiczna niż przecinarka plazmowa?
Te informacje powinny pomóc Ci zdecydować, czy wycinarka laserowa może zapewnić wydajność, produktywność i zwrot z inwestycji, które spełniają Twoje wymagania produkcyjne.
Postęp technologiczny w dziedzinie laserów światłowodowych dużej mocy
Największy postęp nastąpił w technologii diod pompujących, które zasilają źródła włóknowy . Moc wyjściowa osiągalna przez pojedynczy emiter wzrosła o kilka rzędów wielkości, z ułamka wata do kilkudziesięciu watów.
Jednocześnie sprawność elektryczna diod wzrosła z około 20% do około 70%.
Te kluczowe postępy pozwoliły obniżyć koszt na wat o współczynnik 100, jednocześnie zwiększając niezawodność i żywotność eksploatacyjną.
Ulepszenia na poziomie systemu do cięcia grubych metali
Sama moc lasera nie wystarcza do wydajnego cięcia grubego metalu. Niezbędny był również postęp w zakresie innych elementów systemu cięcia.
- Ulepszone dostarczanie wiązki: włóknowy wielomodowe, w połączeniu z głowicami tnącymi zaprojektowanymi specjalnie do pracy z dużą mocą, utrzymują teraz wąską wiązkę na większych głębokościach cięcia. Uzupełnieniem tego są techniki optyczne, takie jak drgania wiązki i dynamiczna modulacja ogniskowania.
- Zoptymalizowane dostarczanie gazu wspomagającego: Nowoczesne systemy charakteryzują się ulepszonym dostarczaniem gazu wspomagającego, który skuteczniej usuwa stopiony materiał podczas cięcia. Ma to kluczowe znaczenie dla uzyskania czystych cięć w grubszych materiałach przy zachowaniu wysokich prędkości cięcia.
- Ulepszone zarządzanie temperaturą: Cięcie laserowe o dużej mocy generuje znaczne ilości ciepła. Zaawansowane chłodzenie, bardziej wydajna optyka i inteligentniejsze sterowanie systemem pozwalają włóknowy zachować stabilność przy ciągłym wysokim obciążeniu termicznym.
Analiza wydajności: laser światłowodowy a przecinarka plazmowa
Powszechnie wiadomo, że cięcie laserowe ma znaczną przewagę nad technologią plazmową. Lasery zapewniają wyższą precyzję, tworzą węższe i prostsze cięcie oraz znacznie mniejszą strefę wpływu ciepła (HAZ). Czystsze krawędzie oznaczają, że elementy cięte laserowo są często gotowe do spawania i nie wymagają obróbki końcowej.
Lasery mogą również precyzyjnie wykonywać małe otwory o doskonałej okrągłości i niewielkim stożkowatości. Pozwala to zaoszczędzić czas, a czasami eliminuje konieczność wykonywania dodatkowych operacji wiercenia lub użycia sprzętu wiertniczego.
Cięcie laserem światłowodowym: wiara w siłę wyższą
Jednak zgodnie z powszechną opinią lasery są wolniejsze od plazmy w przypadku cięcia stali miękkiej o grubości powyżej 1 cala (25 mm) (i o połowę wolniejsze w przypadku stali nierdzewnej).
Kiedyś było to (mniej więcej) prawdą. Ale teraz już tak nie jest.
Aby zobaczyć, jak zmieniło się to wraz z pojawieniem się powszechnie dostępnych włóknowy o dużej mocy, przyjrzyjmy się niektórym rzeczywistym (i bardziej aktualnym) danym dotyczącym cięcia.
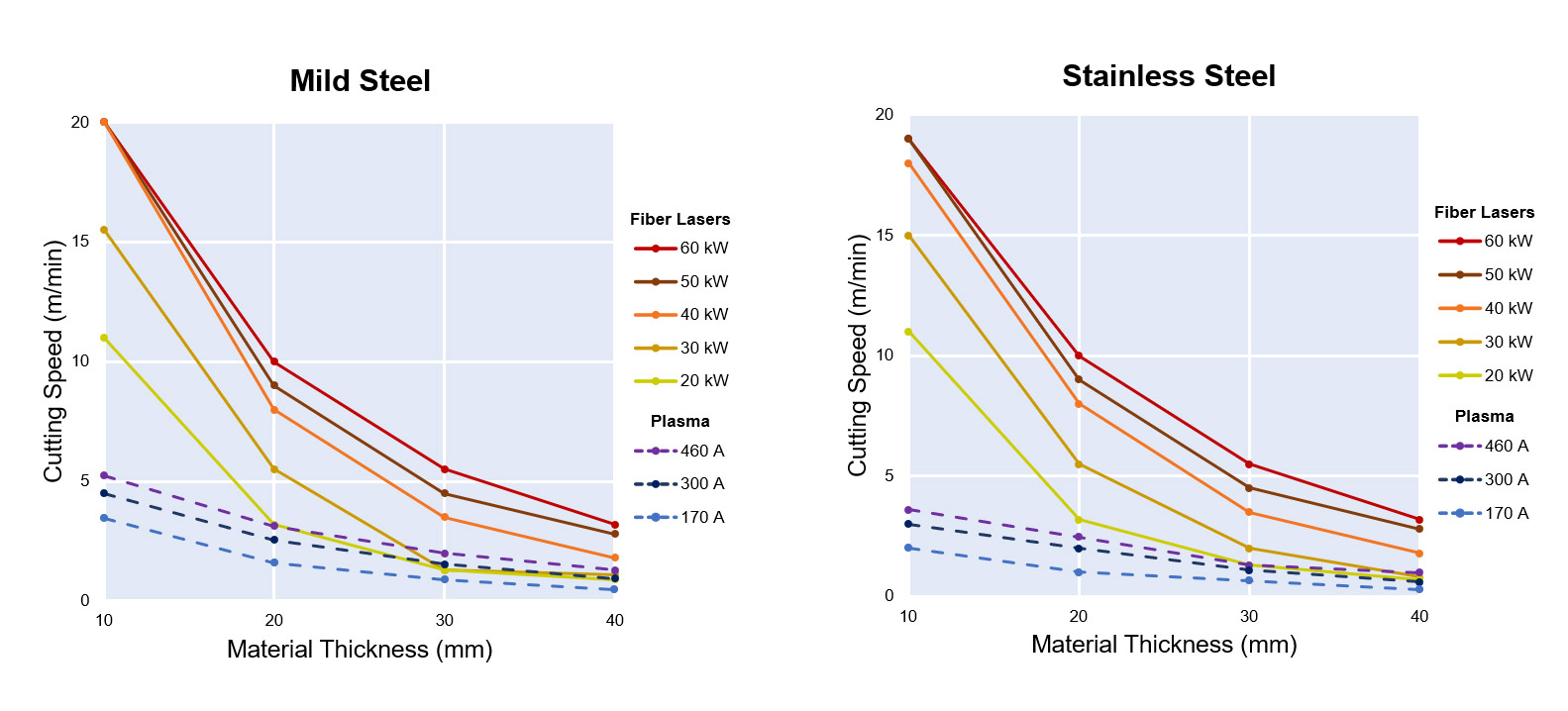
Powyższe wykresy przedstawiają prędkość cięcia w zależności od grubości materiału, porównując najlepszą w swojej klasie technologię cięcia włóknowy i plazmowego.
Wykresy dotyczące stali miękkiej i stali nierdzewnej pokazują, że włóknowy o dużej mocy prawie zawsze tną z większą prędkością niż przecinarki plazmowe w przypadku materiałów o grubości od 10 mm do 40 mm. Nawet w przypadku materiału o grubości 40 mm laser o mocy 60 kW tnie stal miękką około 2,5 razy szybciej niż przecinarka plazmowa o mocy 460 A. W przypadku stali nierdzewnej o tej samej grubości przewaga ta wzrasta do 3,2 razy.
Dane pokazują, że przecinarki plazmowe osiągają lepsze wyniki niż włóknowy tylko wtedy, gdy moc lasera zostanie zmniejszona do 30 kW lub mniej. I tylko podczas cięcia grubszych elementów.
Zrozumienie gazu wspomagającego
Najszybszym i najczystszym sposobem cięcia stali za pomocą włóknowy jest użycie mieszanego gazu wspomagającego (azotu z niewielką ilością tlenu). W każdym teście cięcia przedstawionym na powyższych wykresach, w którym laser osiągnął lepsze wyniki niż plazma, zastosowano mieszany gaz wspomagający.
Jednak po osiągnięciu wystarczająco niskiego stosunku mocy lasera do grubości konieczne staje się przejście na czysty tlen. Gaz wspomagający tlen zapobiega zatrzymaniu procesu cięcia laserowego, ale przy koniecznie niższej prędkości i przy niższej jakości krawędzi. Czysty tlen był wymagany w testach, w których cięcie laserowe dawało gorsze wyniki niż cięcie plazmowe.
Na szczęście problem ten całkowicie znika przy użyciu lasera o większej mocy. Przy użyciu lasera o mocy 40 kW lub większej mieszanka gazów pomocniczych jest idealna do cięcia wszystkich metali z wyjątkiem najgrubszych (znacznie powyżej 40 mm).
Ostatecznie oznacza to, że włóknowy o mocy 40 kW i większej tną stal szybciej niż plazma – często w bardzo znaczącym stopniu – w przypadku większości zastosowań związanych z cięciem. Osiągają to, zapewniając jednocześnie czystsze, prostsze krawędzie z minimalną ilością żużlu.
Analiza zwrotu z inwestycji: kiedy warto zastosować laser światłowodowy?
włóknowy o dużej mocy przewyższają przecinarki plazmowe pod względem szybkości, jakości i spójności, ale są też droższe w zakupie. Na szczęście ich większa wydajność pozwala szybko odzyskać dodatkowe nakłady kapitałowe.
Większość kosztów operacyjnych – amortyzacja, koszty pracy, koszty ogólne i konserwacja – są związane z posiadaniem i eksploatacją systemu, a nie z szybkością cięcia. Zużycie energii elektrycznej i innych materiałów eksploatacyjnych wzrasta wraz z mocą i wykorzystaniem systemu, ale nie jest proporcjonalne do dodatkowej wydajności. Jeśli więc koszty eksploatacji wycinarek laserowych i plazmowych w ciągu miesiąca są mniej więcej takie same (a tak właśnie jest), to maszyna, która w tym czasie wytwarza więcej produktów, zawsze będzie bardziej ekonomiczna.
Przykład kosztów i wyników
Porównajmy włóknowy o mocy 40 kW z przecinarką plazmową o mocy 300 A, korzystając z danych podanych wcześniej.
włóknowy o mocy 40 kW tnie stal miękką o grubości 20 mm z prędkością około 8 m/min. Przy pełnym wykorzystaniu może wykonać około 38 000 metrów cięć miesięcznie.
Przecinarka plazmowa 300 A pracuje z prędkością mniej więcej o połowę mniejszą, osiągając wydajność około 19 000 metrów w tym samym okresie.
Możemy dokładnie oszacować, że eksploatacja obu systemów przy takim poziomie wykorzystania kosztuje około 20 000 dolarów miesięcznie.
Jeśli zapotrzebowanie na produkt wynosi około 38 000 metrów, wystarczy jedna wycinarka laserowa. Osiągnięcie takiej samej wydajności przy użyciu cięcia plazmowego wymaga dwóch maszyn, co podwaja miesięczny koszt eksploatacji do 40 000 dolarów.
Jeśli zakup pojedynczego lasera kosztuje 400 000 dolarów więcej niż dwóch przecinarek plazmowych, to 20 000 dolarów miesięcznych oszczędności pozwala zrekompensować różnicę w cenie w ciągu zaledwie 20 miesięcy.
Czy wysokowydajna maszyna do cięcia laserowego światłowodowego jest odpowiednia dla Ciebie?
Cięcie laserowe zapewnia najlepszą wartość i najszybszy zwrot z inwestycji w określonych warunkach. Rozważ inwestycję w włóknowy o dużej mocy, jeśli Twoja działalność obejmuje:
- Wysokie wykorzystanie: Maszyna jest wystarczająco obciążona, aby szybko osiągnąć oszczędności wynikające z wydajności.
- Wymagania dotyczące czystych krawędzi: Ograniczenie (lub wyeliminowanie) obróbki końcowej przekłada się bezpośrednio na oszczędności w zakresie nakładów pracy i sprzętu.
- Zespoły spawane: Gotowe do spawania krawędzie wycinane laserowo skracają czas przygotowania i usprawniają dalszy przebieg procesu.
- Cechy szczególne: Lasery mogą tworzyć małe otwory i precyzyjne kontury w ramach jednej operacji.
- Powierzchnia podłogi jest ograniczona: jeden laser o dużej mocy może zastąpić wiele przecinarek plazmowych i zmniejszyć wymaganą powierzchnię.
- Geometria części jest złożona: skomplikowane kształty, małe promienie i elementy wewnętrzne sprawiają, że cięcie laserowe jest zawsze lepszym rozwiązaniem niż cięcie plazmowe.
Pierwsze kroki z rozwiązaniem do cięcia laserowego
Wraz włóknowy postępem technologii włóknowy i wzrostem możliwości maszyn laserowych, wybór między wycinarką laserową a plazmową staje się coraz bardziej skomplikowany.
Dla wielu producentów i wytwórców lasery stały się idealnym narzędziem do cięcia metalu. Dla innych bardziej praktycznym rozwiązaniem pozostaje cięcie plazmowe.
Porozmawiaj z jednym z naszych ekspertów ds. cięcia laserowego, aby dowiedzieć się, jakich rezultatów i zwrotu z inwestycji możesz oczekiwać w swoim zastosowaniu.


