Jedną z najbardziej fundamentalnych decyzji dotyczących sprzętu podczas automatyzacji procesu laserowego jest to, czy użyć zrobotyzowanej czy bramowej platformy ruchu. Każda z nich oferuje różne zalety i żadna z nich nie jest uniwersalnie lepsza.
Właściwy wybór zależy od kilku czynników. Obejmują one charakter samego procesu, wymaganą przepustowość, dopuszczalny koszt i różne ograniczenia integracyjne.
Wyjaśnimy tutaj, jak działają zrobotyzowane i bramowe systemy laserowe oraz zbadamy ich kluczowe kompromisy. Pomoże to dokonać najlepszego wyboru dla własnego zastosowania.
Zrobotyzowane systemy laserowe
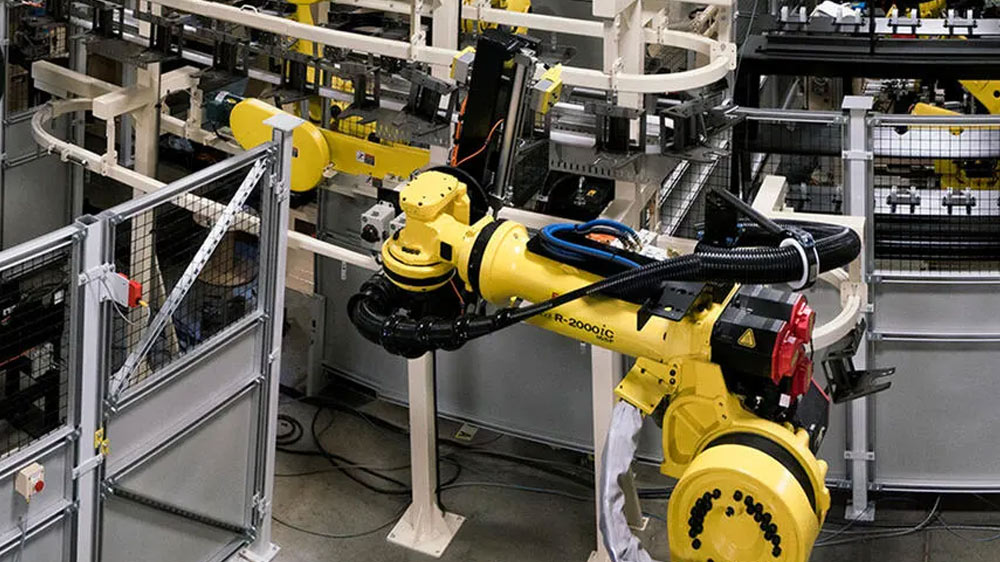
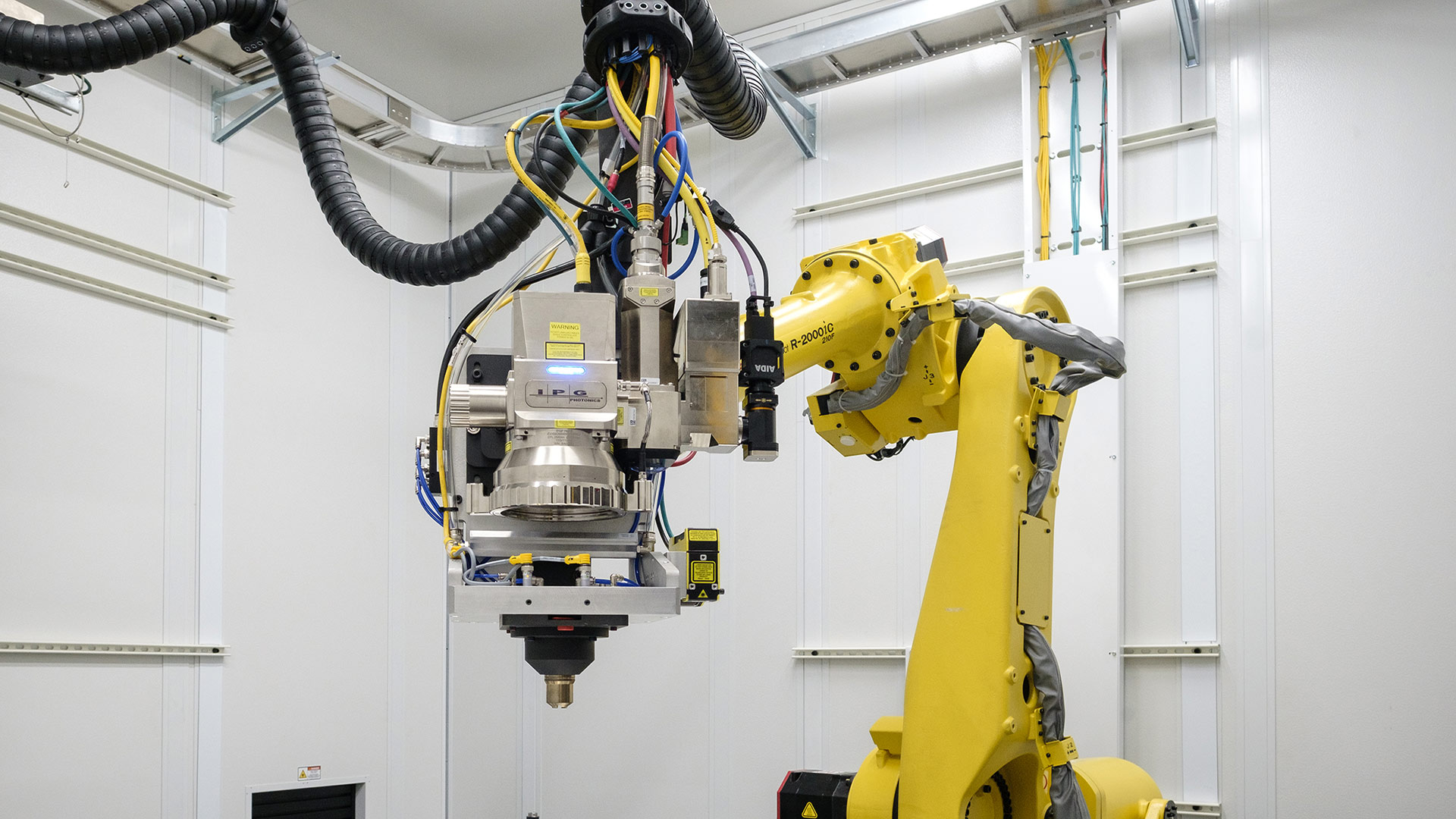
Ta forma automatyzacji wykorzystuje wieloosiowe ramię robota przemysłowego do przesuwania głowicy laserowej względem części. Ramię robota podąża zaprogramowaną ścieżką, a jego zdolność do poruszania głowicą w maksymalnie sześciu stopniach swobody umożliwia wykonywanie obróbki laserowej w szerokim zakresie pozycji i orientacji względem części.
Sam laser może być zamontowany na końcu ramienia robota lub może być tam dostarczany przez włóknowy układ optyczny ze stacjonarnego źródła. Układy optyczne dostarczające wiązkę, wbudowane w oprzyrządowanie na końcu ramienia (EOAT), mogą obejmować układy optyczne o stałej ogniskowej, głowice chybotliwe lub głowice skanujące, w zależności od procesu.
W niektórych systemach części są montowane do oprzyrządowania przymocowanego do stałej podstawy lub stołu obrotowego. Alternatywnie, ramię robota może być umieszczone obok systemu przenośników do produkcji inline. W takim przypadku ruch ramienia może być skoordynowany z częścią, a pomocnicze pozycjonery - takie jak oś uchylna lub obrotowa - mogą być wykorzystane do zwiększenia dostępu lub utrzymania stałej orientacji wiązki.
Systemy laserowe Gantry (ruch kartezjański)
Systemy laserowe Gantry wykorzystują platformę ruchu do przesuwania wiązki lasera lub części wzdłuż liniowych osi X, Y i (czasami) Z. Ruch odbywa się po zaprogramowanej ścieżce, która może obejmować zarówno linie proste, jak i krzywe. Jednak kąt wiązki zazwyczaj pozostaje stały i jest zazwyczaj prostopadły do powierzchni części.
W większości systemów gantry laser jest umieszczony poza gantry i dostarczany za pomocą włóknowy kabli optycznych. Optyka dostarczania wiązki na gantry może obejmować soczewki o stałej ogniskowej, głowice chybotliwe lub głowice skanujące, w zależności od procesu. Zastosowanie głowicy skanującej umożliwia przetwarzanie w locie (OTF), które jest szczególnie przydatne w przypadku szybkiego spawania laserowego w locie.
Systemy bramowe są często budowane na stalowych lub granitowych platformach roboczych. Zapewnia to wysoce stabilny fundament umożliwiający precyzyjną pracę.
Czynniki decyzyjne
Różne metody wykorzystywane przez roboty i systemy bramowe do przemieszczania wiązki laserowej skutkują odmiennymi cechami pod względem możliwości, kosztów i praktycznego zastosowania. Podczas gdy niektóre zastosowania mogą być równie dobrze obsługiwane przez jedną z nich, w większości przypadków jedna technologia zapewnia wyraźną przewagę. Zwykle można to ustalić, biorąc pod uwagę następujące czynniki:
- Elastyczność
- Precyzja
- Prędkość
- Rozważania dotyczące integracji
- Programowanie
- Koszt
Przyjrzyjmy się bliżej każdemu z nich.
Elastyczność
Zrobotyzowane systemy laserowe oferują znacznie większą elastyczność ruchu niż systemy bramowe. Ramię robota może zbliżyć się do części pod praktycznie dowolnym kątem, dzięki czemu idealnie nadaje się do obróbki złożonych, trójwymiarowych geometrii lub elementów znajdujących się na wielu powierzchniach części. Zdolność ta jest szczególnie cenna w zastosowaniach takich jak montaż w branży motoryzacyjnej, gdzie ten sam robot może wymagać obróbki części o nieregularnych lub niepłaskich powierzchniach.
Z bardziej ograniczonymi stopniami swobody w zakresie ruchu, systemy bramowe są generalnie najlepiej przystosowane do przetwarzania na płaskich powierzchniach. Można dodać dodatkowe stopnie ruchu, aby umożliwić ruch pionowy lub obrotowy, ale nigdy nie dorówna to zakresowi ruchu osiągalnemu za pomocą ramienia robota.
Gdy części mają złożoną geometrię 3D lub gdy ta sama komórka musi przetwarzać różne typy lub orientacje części, lepszym wyborem są systemy zrobotyzowane.
Precyzja
Systemy laserowe Gantry oferują zazwyczaj wyższą precyzję i powtarzalność w porównaniu do narzędzi zrobotyzowanych. Ich sztywne liniowe stopnie ruchu, niska masa ruchoma i uproszczona kinematyka pozwalają na bardzo dokładną kontrolę ścieżki. Jest to dodatkowo wzmocnione, gdy gantry i część są zamontowane razem na wysoce stabilnej platformie.
Z kolei systemy zrobotyzowane wprowadzają więcej zmienności mechanicznej z powodu ugięcia przegubu, luzu i dryftu kalibracji. To znacznie obniża ich dokładność i powtarzalność w porównaniu do systemów bramowych.
Dokładność systemów zrobotyzowanych można zwiększyć za pomocą dodatkowych systemów wizyjnych lub narzędzi kalibracyjnych. Spowalnia to jednak ich ruch, a także zwiększa koszty i złożoność.
Podczas gdy zrobotyzowane systemy laserowe oferują wystarczającą precyzję dla wielu zadań cięcia laserowego, spawania i czyszczenia, ich ograniczona dokładność może zmniejszyć okno procesu. Sprawia to, że generalnie nie nadają się one do najbardziej wymagających zastosowań związanych z elektroniką, urządzeniami medycznymi lub produkcją baterii.
Prędkość
Względna prędkość lub czas taktu systemów zrobotyzowanych i bramowych w dużym stopniu zależy od zastosowania. Jednak systemy bramowe zazwyczaj przewyższają roboty w zadaniach wymagających szybkich, powtarzalnych ruchów.
Platformy bramowe mogą szybko poruszać się po prostych i zakrzywionych ścieżkach, zachowując precyzyjną kontrolę nad prędkością. Dzięki temu idealnie nadają się do znakowania, cięcia lub spawania wzdłuż ciągłych konturów. Zastosowanie przetwarzania OTF może dodatkowo zwiększyć ich przepustowość.
Z kolei systemy zrobotyzowane doskonale radzą sobie z nawigacją po złożonych ścieżkach 3D lub wielopłaszczyznowych. Są one jednak wolniejsze w operacjach start-stop i mniej stabilne podczas szybkich zmian kierunku. Ich większa masa ruchoma i wiele przegubów zmniejszają przyspieszenie i opóźnienie w porównaniu do systemów bramowych.
Jeśli aplikacja wymaga płynnego, ciągłego ruchu nad płaskimi częściami, suwnice oferują lepsze czasy cyklu. Jednak w przypadku dostępu wielopłaszczyznowego lub śledzenia konturów 3D roboty mogą być ogólnie szybsze, eliminując potrzebę zmiany położenia części lub dodatkowego mocowania.
Rozważania dotyczące integracji
Konfiguracja zrobotyzowanych systemów laserowych z natury zapewnia większą elastyczność integracji w złożonych lub ograniczonych przestrzennie środowiskach produkcyjnych. Zrobotyzowane narzędzie można umieścić obok przenośnika, umieścić w kompaktowej komórce roboczej lub skonfigurować do obsługi wielu stacji. Dzięki temu doskonale sprawdzają się w zastosowaniach, w których przepływ części, układ narzędzi lub różnorodność procesów wymaga adaptacyjnego ruchu.
Systemy bramowe wymagają zwykle większej powierzchni ze względu na ich sztywne ramy konstrukcyjne i system ruchu napowietrznego. Dostęp do części jest zazwyczaj pionowy, co może ograniczać sposób integracji systemu z procesami wyższego lub niższego szczebla. Jednak w przypadku prostych, samodzielnych operacji, suwnice są często łatwiejsze do wdrożenia.
Programowanie
Środowiska programowania stosowane w systemach automatyki laserowej różnią się w zależności od producenta, więc trudno jest sformułować uniwersalne, prawdziwe stwierdzenia. Ogólnie rzecz biorąc, systemy bramowe są jednak łatwiejsze w programowaniu i sterowaniu, zwłaszcza dla użytkowników zaznajomionych już ze sprzętem CNC.
Większość platform bramowych wykorzystuje standardowe oprogramowanie G-code lub CAD-to-path. Generują one ścieżki narzędzia w bezwzględnych, liniowych współrzędnych w ustalonym układzie odniesienia maszyny.
Oznacza to, że zaprogramowana ścieżka odpowiada bezpośrednio fizycznej lokalizacji części. Dzięki temu programowanie jest dość proste i intuicyjne.
Z kolei systemy zrobotyzowane wymagają bardziej złożonego planowania ścieżki. Jest to szczególnie prawdziwe w przypadku aplikacji 3D lub gdy narzędzie musi zbliżać się pod różnymi kątami.
Programowanie systemów zrobotyzowanych zazwyczaj obejmuje modele 3D. Ruch musi być zdefiniowany zarówno w odniesieniu do części, jak i struktury kinematycznej robota.
Wiąże się to z przekształceniami matematycznymi w celu określenia kątów stawów, orientacji narzędzia, zasięgu i unikania kolizji. W rezultacie systemy zrobotyzowane wymagają bardziej zaawansowanych narzędzi programowych i wyższego poziomu szkolenia.
Na szczęście ryzyko i złożoność projektów zrobotyzowanego spawania laserowego można zmniejszyć dzięki wirtualnym narzędziom i technikom inżynieryjnym i symulacyjnym.
W porównaniu do innych zrobotyzowanych systemów laserowych, systemy laserowe cobotic są znacznie łatwiejsze w programowaniu i obsłudze. Ponieważ programowanie części jest stosunkowo proste, laserowe coboty nie wymagają do obsługi personelu z wcześniejszym doświadczeniem w zakresie robotyki.
Koszt
Systemy bramowe są generalnie bardziej opłacalne w przypadku prostej, płaskiej obróbki części, gdzie wymagany jest wysoki stopień precyzji. Ich mechaniczna prostota i powszechne zastosowanie w automatyzacji sprawiają, że są one stosunkowo przystępne cenowo w przypadku produkcji wielkoseryjnej.
Zrobotyzowane systemy laserowe mogą wymagać większych inwestycji początkowych. Jest to szczególnie prawdziwe w przypadku robotów wieloosiowych, a także wtedy, gdy obudowy bezpieczeństwa i narzędzia programistyczne są również uwzględnione w kosztach.
Zrobotyzowane systemy laserowe zazwyczaj zapewniają lepszą wartość w elastycznych lub wielozadaniowych zastosowaniach. Możliwe jest nawet użycie zmieniacza narzędzi do wymiany głowicy obróbczej na ramię robota, umożliwiające pojedynczej komórce cięcie, spawanie lub wykonywanie innych zadań. Może to zmniejszyć zapotrzebowanie na dodatkowy sprzęt i poprawić zwrot z inwestycji w różnych środowiskach produkcyjnych.
Rozpoczęcie pracy z rozwiązaniem laserowym
Ostatecznie wybór właściwego podejścia do ruchu systemu zależy od zestawu części, wymagań dotyczących wydajności i ograniczeń integracji.
W IPG Photonics budujemy zarówno zrobotyzowane, jak i bramowe systemy laserowe. Rozpoczęcie pracy z systemem laserowym lub rozwiązaniami jest łatwe - wyślij nam kilka przykładowych części, odwiedź jedno z naszych globalnych centrów aplikacji lub po prostu opowiedz nam o swojej aplikacji.