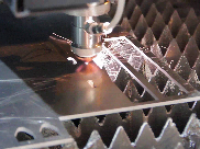
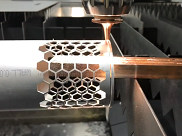
Laser cutting is achieved by heating the material using a focused laser beam. As the material melts, it is effectively removed either by gas jet or vaporization, thus creating a cut kerf. There are 3 basic types of laser cutting methods:
Laser Cutting Techniques

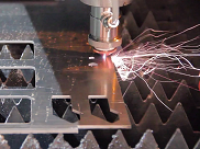
In Fusion Cutting, the laser beam is coaxially combined with an inert gas such as nitrogen or argon. The heat produced by the laser beam creates a molten layer that is ejected down through the kerf by pressurized gas from the nozzle. Fusion cutting may be used for cutting mild steels up to 25 mm thick.

Flame cutting, also called reactive cutting, utilizes a laser beam coupled with oxygen gas or air to heat the substrate to its ignition temperature. While the heat produced by the laser beam melts the surface, the gas exothermically reacts with the substrate and creates an additional source of heat to form an oxide layer or slag. As the gas jet ejects the slag from the bottom surface of the substrate, it produces a cut kerf. Flame cutting is often used for cutting alloy steel such as mild steel and thicknesses up to 40 mm at relatively fast processing speeds.
Sublimation or evaporative cutting is usually processed by heating the layer to the vaporization point. This cutting method is typically used for materials with low vaporization temperatures such as polymers, wood and organic materials.
Fiber lasers have a dynamic operating power range allowing the beam focus and its position to remain constant even when the laser power is changed. In addition, a wide range of spot sizes can be achieved by changing the optics configuration. These features enable the end user to choose an appropriate power density for cutting various materials and wall thicknesses. IPG's fiber lasers are the ideal solution for many laser cutting applications.
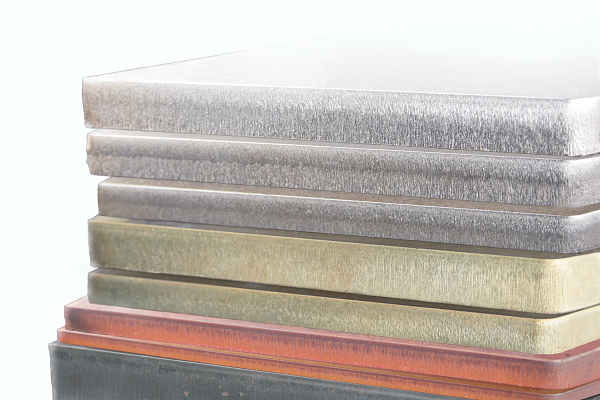
Types of Metals
| Stainless Steels |
Carbon Steels |
Gold & Silver |
Aluminum |
| Tool Steels |
Nickel Alloys |
Brass & Copper |
Titanium |
 |
|
Each cutting process is highly dependent on material type and thickness and required processing speed, edge quality and kerf width. These requirements determine laser parameters such as wavelength, power and beam quality.
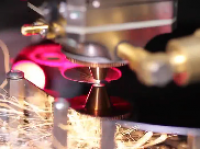
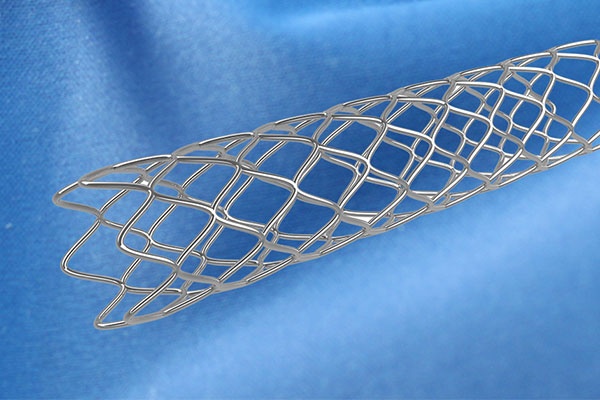
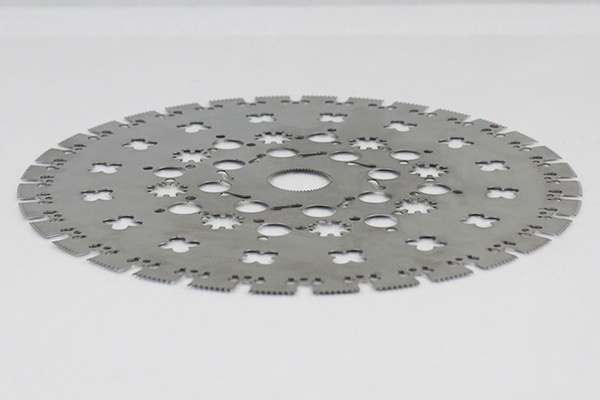
IPG's Single-mode fiber lasers in either continuous or modulated mode are best suited for thin metal cutting (less than 1 mm) due to their ability to focus to the smallest of spot sizes. The large power densities associated with the small spot and excellent beam quality enables cutting of intricate features at a high rate of speed. Applications include cardiovascular stents, solder-mask stencils and thin copper cutting required by the battery industry. In many cases the cutting is accomplished with a high speed galvo to match the speed possible with fiber lasers.
QCW Fiber Lasers with optimized pulses also facilitate cutting of intricate features in thin material. This pulsed mode-cutting results in minimal slag and heat affected zone (HAZ), which are critical to many cutting processes as well as micro-machining applications.
|
|
|
The low-duty cycle cutting process uses high-pulse energy for cutting thin-walled and thicker high-reflectivity materials at much lower average power. Examples of pulsed laser cutting include ceramics and precious metals. The higher power QCW lasers with 20 kW of pulsed power and 2 kW of average power make it now possible to cut both thick and thin materials utilizing the same laser. In addition these lasers are the work horse of aerospace drilling applications with material thickness >25 mm.
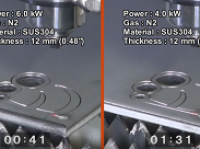
In comparison with CO2 lasers, the processing times for fiber lasers are significantly lower than that of a CO2 laser, given the same output power, material and material thickness. In addition, power consumption is also significantly smaller than that of a CO2 laser, typically 9% WPE for a CO2 vs >35% for a fiber laser (YLS-ECO Series lasers have wall-plug efficiencies exceeding 45%). With ease of use and virtually lack of maintenance, IPG fiber lasers are the ideal solution for cutting metals. Fiber lasers are rapidly replacing the CO2 in the cutting arena with major cutting OEMs switching or already offering fiber based cutting machines. These machines are available with fiber lasers from 2 to 6 kW offering the user the ability to cut both sheet metal as well as plate on the same machine base. In addition, because of the higher absorption of 1 micron light, the lasers make it possible to cut brass, aluminum and copper at production rates.
 |
|
|
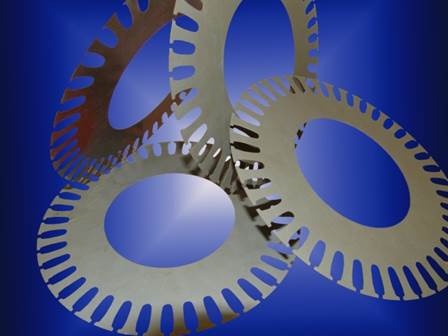
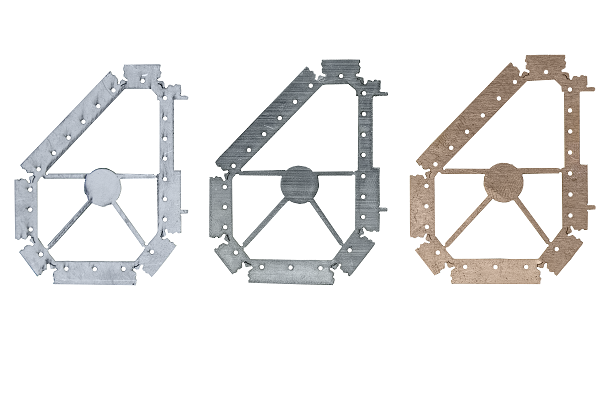
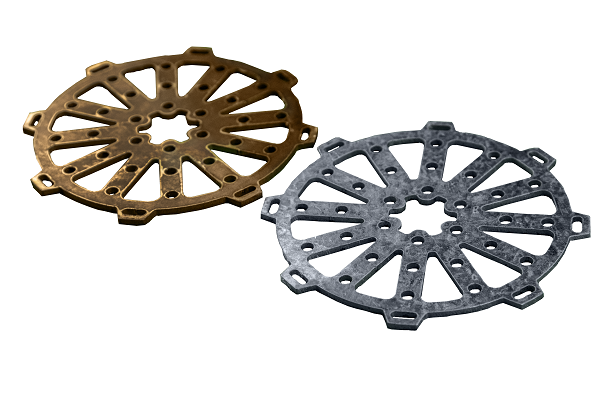
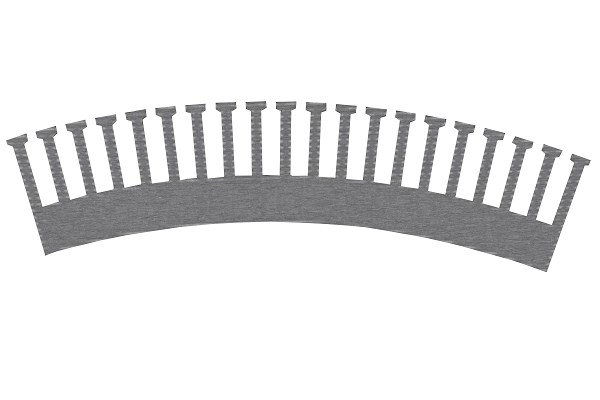
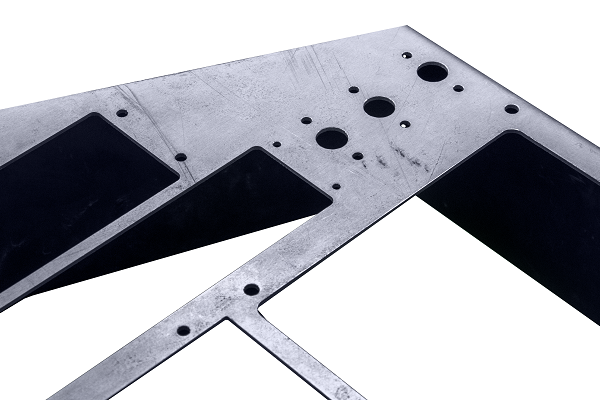
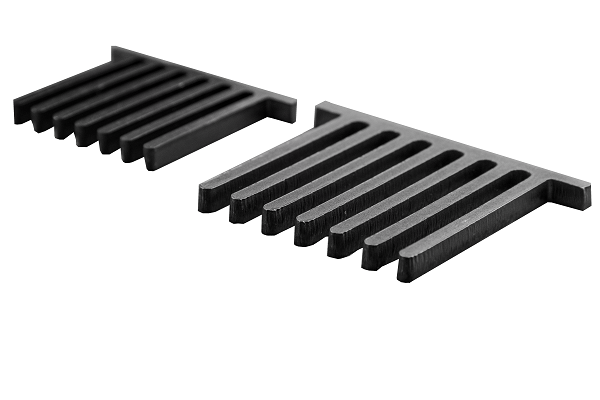
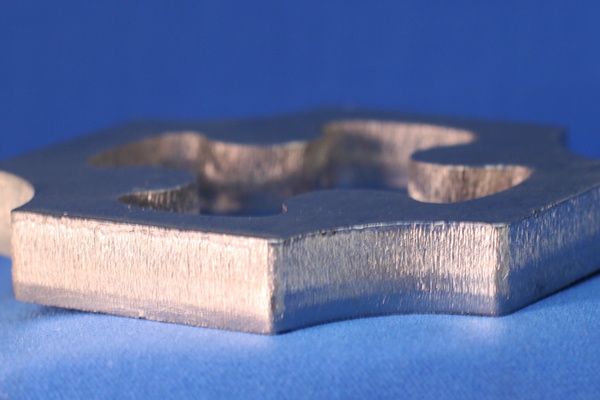
The YLS Series and YLS-CUT high power CW multi-mode lasers may be used for cutting thin sheets to heavy plates for a variety of applications. The large depth of field and small spot sizes result in small kerfs and straight walls even in thick metals. The kerf width and lack of taper are a great improvement over alternative metal cutting techniques. Common applications with the high power multi-mode lasers include cutting riveting holes in alloys of aluminum and titanium for aerospace applications and cutting thick plates for the shipbuilding and heavy steel industries.
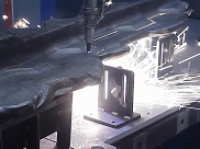
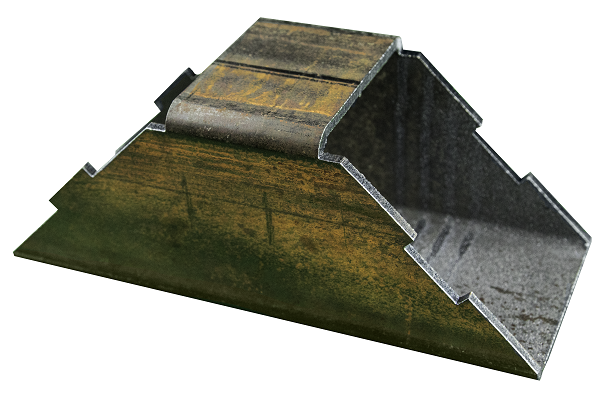
IPG fiber lasers may also by installed in robot-guided systems for 3-D cutting applications. These systems provide a reliable and efficient method for cutting plate and sheet metals at reduced energy consumption requirements and processing times. IPG cutting heads integrated with these systems offer capacitive distance control and linear drive capabilities. Typical applications include 3-D cutting of hydroform tubes as well as other automotive body parts. These leading edge systems have the additional capability of cutting flat workpieces for greater flexibility.
|
Modulated vs Pulse Cutting
All IPG continuous wave (CW) fiber lasers can be modulated up to several kHz for precision cutting. IPG has a unique range of products with enhanced peak power where a very different pulsed cutting process may be employed. These are known as QCW fiber lasers. In this case, the low duty cutting process uses high pulse energy for cutting and drilling thick-walled and high reflectivity materials at much lower average power.
|
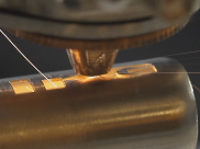
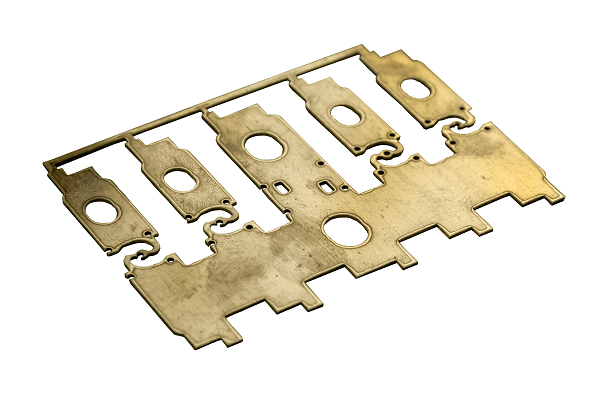
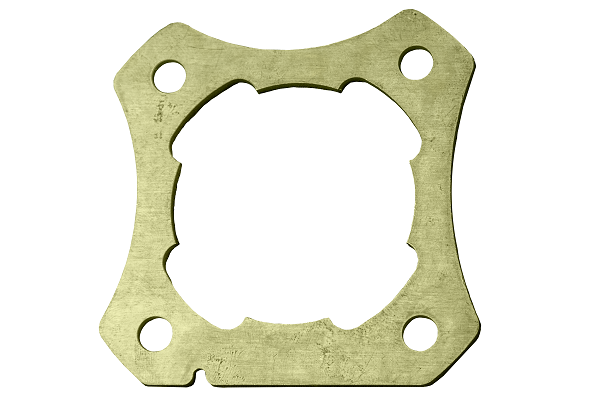
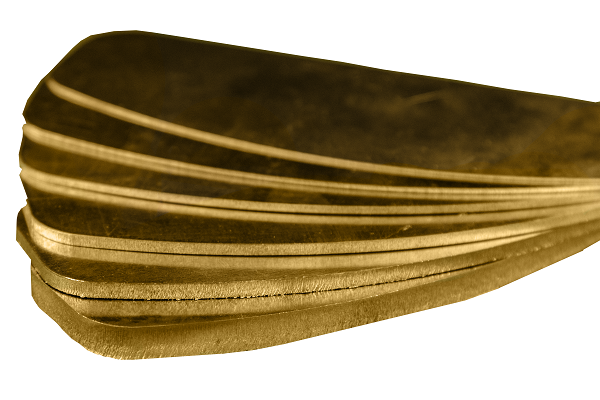
Why is fiber laser the best choice for cutting copper and brass?
Small focus spots and extremely high power density (more than 100 MW/cm2) is made possible by:
- Relatively short wavelength (1 µm vs. 10 µm of CO2 lasers)
- High beam quality
- Economical availability of high peak power fiber lasers
At such high power density levels, metals such as copper and brass go through a phase change into molten state. The laser beam rapidly overcomes the reflectivity barrier of such metals to initiate an efficient cutting process. Cutting reflective metals have shown to be very challenging when using CO2 lasers or near-IR lasers with low peak power.
To learn more about laser cutting reflective metals, please visit our LaserCube page.