

Dlouholeté poznatky o řezání silného kovu pomocí vláknových laserů postupně zastaraly. Bylo proto nutné provést aktualizovanou analýzu relativních schopností laserového řezání a plazmového řezání.
Vysoce výkonné vláknové lasery – které jsou nyní k dispozici s výkonem přesahujícím 100 kilowattů – změnily situaci a zpochybnily mnoho dlouho udržovaných předpokladů o nákladech, rychlosti a výkonu. Nejdůležitější je, že tyto vláknové laserové řezačky s vyšším výkonem již nejsou omezeny především na tenké kovy: nyní trvale překonávají plazmové řezačky při tloušťkách materiálu přesahujících 2 palce (50 mm).
Tento modernizovaný průvodce poskytuje shrnutí technologických průlomů, které tyto změny pohánějí, a srovnání založené na datech mezi vláknovými lasery a plazmovými řezačkami, než odpoví na zásadní otázku: kdy je laserová řezačka skutečně ekonomičtější než plazmová řezačka?
Tyto informace by vám měly pomoci rozhodnout, zda laserová řezačka dokáže poskytnout výkon, produktivitu a návratnost investic, které splňují vaše výrobní požadavky.
Technologický pokrok v oblasti vysokovýkonných vláknových laserů
Nejvýznamnější pokroky byly zaznamenány v technologii čerpadlových diod, které napájejí vláknové laserové zdroje. Výkon, kterého lze dosáhnout pomocí jediného emitoru, se zvýšil o několik řádů, z pouhých zlomků wattu na několik desítek wattů.
Zároveň se elektrická účinnost diod zvýšila z přibližně 20 % na zhruba 70 %.
Tyto zásadní pokroky snížily náklady na watt až stokrát a zároveň zvýšily spolehlivost a provozní životnost.
Vylepšení na úrovni systému pro řezání silného kovu
Samotný výkon laseru nestačí k efektivnímu řezání silného kovu. Nezbytný byl také pokrok v oblasti dalších komponent řezacího systému.
- Vylepšené vedení paprsku: Multimódové vláknové lasery v kombinaci s řezacími hlavami vyvinutými speciálně pro vysokovýkonný provoz nyní udržují přesné zaostření paprsku i při větších hloubkách řezu. To je doplněno optickými technikami, jako je kolísání paprsku a dynamická modulace zaostření.
- Optimalizované dodávání pomocného plynu: Moderní systémy disponují vylepšeným dodáváním pomocného plynu, který během řezání účinněji vytlačuje roztavený materiál. To je zásadní pro dosažení čistých řezů v silnějších materiálech při zachování vysokých řezných rychlostí.
- Vylepšené řízení teploty: Vysoce výkonné laserové řezání generuje značné množství tepla. Pokročilé chlazení, účinnější optika a chytřejší řízení systému umožňují vláknovým laserům zůstat stabilní i při nepřetržitém vysokém tepelném zatížení.
Analýza výkonu: Vláknový laser vs. plazmová řezačka
Je již dobře známo, že laserové řezání nabízí oproti plazmové technologii významné výhody. Lasery poskytují vyšší přesnost, vytvářejí užší a rovnější řez a vytvářejí mnohem menší zónu ovlivněnou teplem (HAZ). Čistější hrany znamenají, že laserem řezané prvky jsou často připraveny ke svařování a nevyžadují dodatečné zpracování.
Lasery mohou také přesně vytvářet malé otvory s vynikající kruhovitostí a malým zúžením. To může ušetřit čas a někdy eliminuje potřebu sekundárního vytváření otvorů nebo vrtacího zařízení.
Řezání vláknovým laserem: Víra ve vyšší sílu
Obecně se však má za to, že lasery jsou pomalejší než plazma při řezání měkké oceli o tloušťce nad 1 palec (25 mm) (a o polovinu pomalejší u nerezové oceli).
To bývalo (více či méně) pravda. Ale už tomu tak není.
Abychom zjistili, jak se to změnilo s příchodem široce dostupných vysoce výkonných vláknových laserů, podívejme se na některé skutečné (a aktuálnější) údaje o řezání.
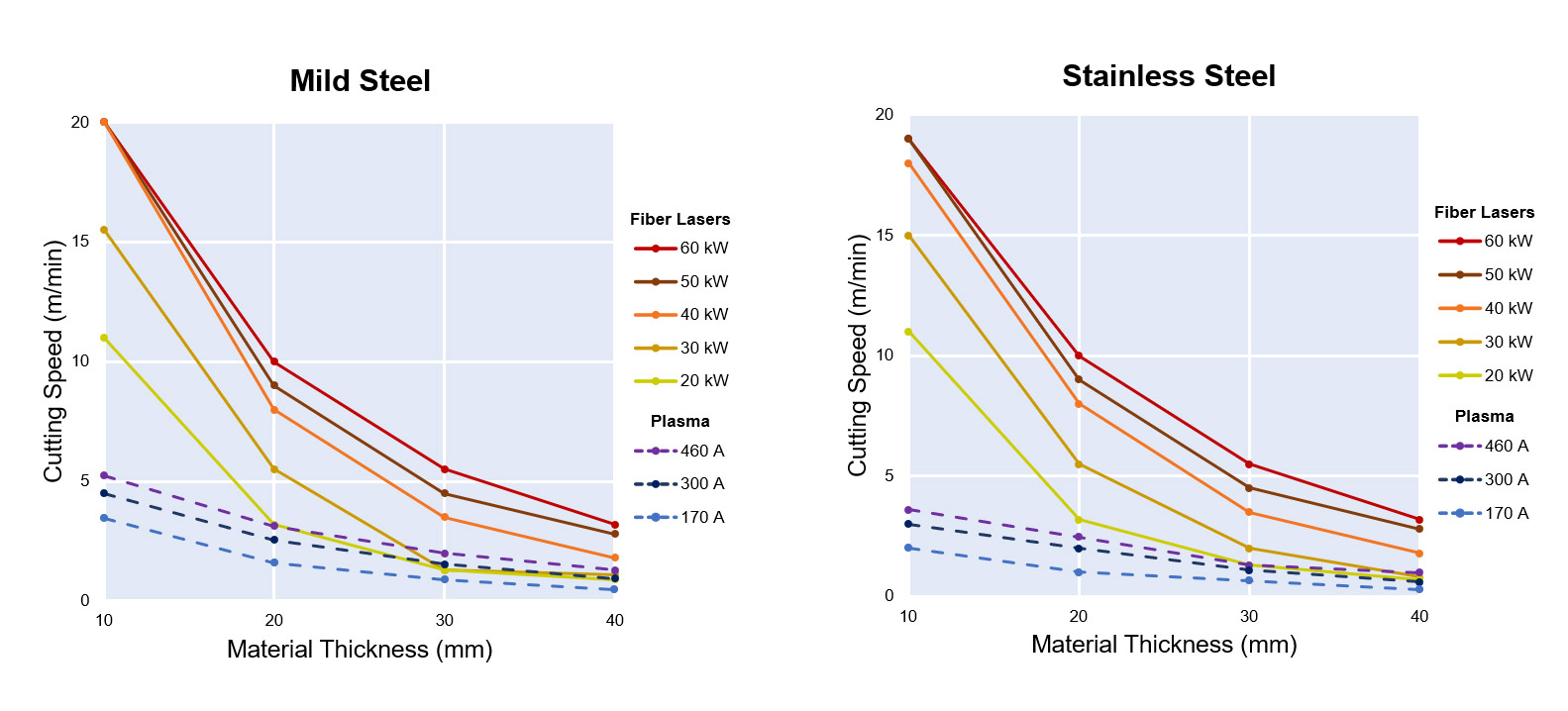
Výše uvedené grafy znázorňují řeznou rychlost v závislosti na tloušťce materiálu a porovnávají nejlepší vláknový laser a plazmovou řezací technologii ve své třídě.
Tyto grafy pro měkkou ocel a nerezovou ocel ukazují, že vysokovýkonné vláknové lasery téměř vždy řežou rychleji než plazmové řezačky u materiálů o tloušťce od 10 mm do 40 mm. I u materiálu o tloušťce 40 mm řeže 60kW laser měkkou ocel asi 2,5krát rychleji než 460A plazmová řezačka. U nerezové oceli stejné tloušťky se tato výhoda zvyšuje na 3,2krát rychlejší řezání.
Data ukazují, že plazmové řezačky mají lepší výkon než vláknové lasery pouze v případě, že je výkon laseru snížen na 30 kW nebo méně. A to pouze při řezání silnějších profilů.
Porozumění asistenčnímu plynu
Nejrychlejší a nejčistší způsob řezání oceli pomocí vláknového laseru je použití smíšeného pomocného plynu (dusík s malým množstvím kyslíku). Ve všech řezných testech uvedených v tabulkách výše, kde laser překonal plazmu, byl použit smíšený pomocný plyn.
Jakmile však dosáhnete dostatečně nízkého poměru výkonu laseru k tloušťce, je nutné přejít na čistý kyslík. Kyslík jako pomocný plyn zabraňuje zastavení procesu řezání laserem, ale nutně s nižší rychlostí a při nižší kvalitě hrany. Čistý kyslík byl vyžadován v testech, kde řezání laserem dosahovalo horších výsledků než řezání plazmou.
Naštěstí se tento problém při použití výkonnějšího laseru zcela eliminuje. Při použití laseru s výkonem 40 kW nebo vyšším je směsný pomocný plyn ideální pro řezání všech kovů kromě těch nejtlustších (výrazně přesahujících 40 mm).
V konečném důsledku to znamená, že vláknové lasery o výkonu 40 kW a více řežou ocel rychleji než plazma – často velmi významným faktorem – pro drtivou většinu řezacích aplikací. A toho dosahují při současném zajištění čistších, rovnějších hran s minimálním množstvím strusky.
Analýza návratnosti investic: Kdy má smysl použít vláknový laser?
Vysoce výkonné vláknové lasery předčí plazmové řezačky v rychlosti, kvalitě a konzistenci, ale také jsou dražší. Naštěstí díky vyšší produktivitě se tato vyšší pořizovací cena rychle vrátí.
Většina provozních nákladů – amortizace, mzdy, režijní náklady a údržba – souvisí s vlastnictvím a provozem systému, nikoli s rychlostí řezání. Spotřeba elektřiny a dalších spotřebních materiálů se sice zvyšuje s výkonem a využitím systému, ale není úměrná zvýšení výkonu. Pokud tedy provoz laserových a plazmových řezaček stojí za měsíc přibližně stejně (což je pravda), bude vždy ekonomičtější stroj, který za danou dobu vyprodukuje větší výkon.
Příklad nákladů a výstupů
Porovnejme 40kW vláknový laser s 300A plazmovým řezačem pomocí údajů z předchozího příkladu.
40kW vláknový laser řeže měkkou ocel o tloušťce 20 mm rychlostí přibližně 8 m/min. Při plném využití může za měsíc provést asi 38 000 metrů řezů.
Plazmová řezačka 300 A pracuje přibližně poloviční rychlostí a za stejnou dobu vyprodukuje asi 19 000 metrů.
Můžeme přesně odhadnout, že provoz obou systémů při těchto úrovních využití stojí přibližně 20 000 dolarů měsíčně.
Pokud je požadavek na produkt přibližně 38 000 metrů, jeden laserový řezací stroj pokryje poptávku. K dosažení stejného výkonu při plazmovém řezání jsou zapotřebí dva stroje, což zdvojnásobí měsíční provozní náklady na 40 000 dolarů.
Pokud je pořizovací cena jednoho laseru o 400 000 dolarů vyšší než cena dvou plazmových řezaček, pak měsíční úspora 20 000 dolarů vyrovná cenový rozdíl za pouhých 20 měsíců.
Je pro vás vhodný vysoce výkonný vláknový laserový řezací stroj?
Laserové řezání poskytuje za určitých podmínek nejlepší hodnotu a nejrychlejší návratnost investic. Zvažte investici do vysoce výkonného vláknového laseru, pokud vaše činnost zahrnuje:
- Vysoké využití: Stroj je dostatečně vytížený, aby se rychle hromadily úspory založené na průchodnosti.
- Požadavky na čisté hrany: Snížení (nebo odstranění) následného zpracování se přímo promítá do úspor práce a vybavení.
- Svařované sestavy: Laserem řezané hrany připravené ke svařování zkracují přípravný čas a zlepšují následný tok.
- Jemné vlastnosti: Lasery mohou vytvořit malé otvory a přesné kontury v jediném pracovním kroku.
- Prostor je omezený: Jeden vysoce výkonný laser může nahradit několik plazmových řezaček a zmenšit tak potřebnou plochu.
- Geometrie dílů je složitá: Složité tvary, malé poloměry a vnitřní prvky vždy upřednostňují laserové řezání před plazmovým.
Začínáme s řešením pro řezání laserem
S pokračujícím vývojem technologie vláknových laserů a zvyšováním výkonnosti laserových strojů se rozhodování mezi laserovým řezacím zařízením a plazmovým řezacím zařízením stává stále složitějším.
Pro mnoho výrobců a zpracovatelů se lasery staly ideálním nástrojem pro řezání kovů. Pro jiné zůstává praktičtější plazmové řezání.
Promluvte si s jedním z našich odborníků na laserové řezání a zjistěte, jaké výsledky a návratnost investic můžete ve své aplikaci očekávat.


