|
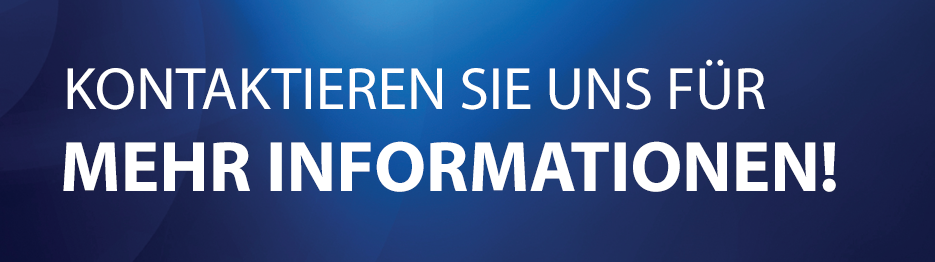
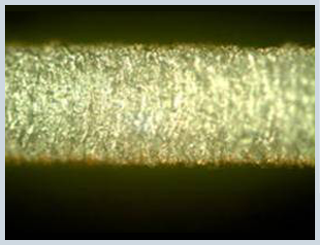
Typische Faktoren, die bei Schneidanwendungen berücksichtigt werden müssen, sind die Genauigkeit der Schnittpositionierung, die Minimierung des Materialverlusts beim Schneidprozess und die Minimierung des Verzugs der Bauteile. Gleichzeitig gilt es, die maximal mögliche Bearbeitungsgeschwindigkeit zu erreichen.
„Hohe Schnittqualität“ ist ein subjektiver Parameter, der von der Anwendung abhängt und die Wahl eines Lasersystems sowie die Konfiguration des Mikrobearbeitungssystems bestimmt.
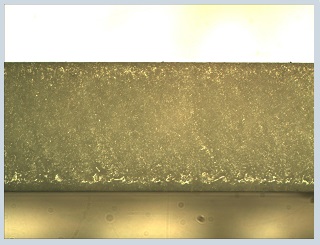
Für einige Anwendungen wird ein feststehender Strahl verwendet, und das Teil bewegt sich unter dem Strahl, um das gewünschte Bearbeitungsmuster zu erzeugen. Die Arbeitstische können über verschiedene Bewegungsachsen (X, Y, Z, F-Theta, Drehmaschine usw.) verfügen, die mit dem Einschalten des Lasers koordiniert werden, um die Herstellung hochkomplexer
|
|
Strukturen zu ermöglichen. Bei linearen Tischgeschwindigkeiten von bis zu ca. 1 Meter/Sekunde sind die typischen Positionsgenauigkeiten besser als 3 µm pro 150 mm Verfahrweg.
Galvanometer werden meistens für Anwendungen verwendet, bei denen es von Vorteil ist, den Strahl mit höherer Geschwindigkeit über das Teil zu bewegen. Die mit Galvanometern erzielte Positionsgenauigkeit ist in der Regel nicht so hoch wie die von Lineartischen, die jüngsten Fortschritte bei Galvanometern und den zugehörigen Steuerungen tragen jedoch dazu bei, ihre Genauigkeit und Wiederholgenauigkeit weiter zu verbessern. Die typischen Schreibgeschwindigkeiten liegen zwischen 1 und 5 Meter/Sekunde bei kurzen Einschwingzeiten. Die QCW-Laser und ultraschnellen Piko- und Femtosekundenlaser von IPG werden häufig für Mikroschneidanwendungen eingesetzt.
|