

De aloude wijsheid over het snijden van dik metaal met fiber is geleidelijk aan achterhaald geraakt. Een geactualiseerde analyse van de relatieve mogelijkheden van lasersnijden en plasmasnijden is noodzakelijk geworden.
High-power fiber – die nu verkrijgbaar zijn met een vermogen van meer dan 100 kilowatt – hebben de situatie volledig veranderd en veel lang gekoesterde aannames over kosten, snelheid en prestaties op losse schroeven gezet. Het belangrijkste is dat deze krachtigere fiber niet langer voornamelijk beperkt zijn tot dunne metalen: ze presteren nu consequent beter dan plasmasnijders bij materiaaldiktes van meer dan 50 mm.
Deze gemoderniseerde gids biedt een overzicht van de technologische doorbraken die deze veranderingen aansturen en een op gegevens gebaseerde vergelijking tussen fiber en plasmasnijders, alvorens de cruciale vraag te beantwoorden: wanneer is een lasersnijder eigenlijk voordeliger dan een plasmasnijder?
Deze informatie moet u helpen beslissen of een lasersnijder de prestaties, productiviteit en ROI kan leveren die aan uw productie-eisen voldoen.
Technologische vooruitgang in High-Power Fiber
De belangrijkste vooruitgang is geboekt op het gebied van de pompdiodetechnologie die fiber van stroom voorziet. Het vermogen dat door een enkele emitter kan worden bereikt, is met meerdere ordes van grootte toegenomen, van een fractie van een watt tot enkele tientallen watts.
Tegelijkertijd is het elektrische rendement van diodes gestegen van ongeveer 20% naar ongeveer 70%.
Deze belangrijke verbeteringen hebben de kosten per watt met een factor 100 verlaagd en tegelijkertijd de betrouwbaarheid en levensduur vergroot.
Verbeteringen op systeemniveau voor het snijden van dik metaal
Alleen ruwe laservermogen is niet voldoende om dik metaal efficiënt te snijden. Vooruitgang op het gebied van andere onderdelen van het snijsysteem is ook essentieel geweest.
- Verbeterde beam delivery:fiber , in combinatie met koppen speciaal koppen voor high-power , behouden nu een strakke straalfocus over grotere snijdieptes. Dit wordt aangevuld met optische technieken zoals wobble dynamische focusmodulatie.
- Geoptimaliseerde toevoer van hulpgas: Moderne systemen beschikken over een verbeterde toevoer van hulpgas, waardoor gesmolten materiaal tijdens het snijden efficiënter wordt afgevoerd. Dit is cruciaal voor het verkrijgen van zuivere sneden in dikkere materialen met behoud van hoge snijsnelheden.
- Verbeterd thermisch beheer: High-power genereert veel warmte. Dankzij geavanceerde koeling, efficiëntere optica en slimmere systeemcontrole blijven fiber stabiel onder continu hoge thermische belastingen.
Prestatieanalyse: Fiber versus plasmasnijder
Het is al lang bekend dat lasersnijden aanzienlijke voordelen biedt ten opzichte van plasmatechnologie. Lasers leveren een hogere precisie, produceren een smallere en rechtere snede en creëren een veel kleinere warmtebeïnvloede zone (HAZ). Door de schonere randen zijn lasergesneden onderdelen vaak direct klaar om te worden gelast en is nabewerking niet nodig.
Lasers kunnen ook nauwkeurig kleine gaten produceren met een uitstekende rondheid en weinig tapsheid. Dit kan tijd besparen en maakt soms secundaire gaten te maken of boorapparatuur overbodig.
Fiber : vertrouwen in een hogere macht
Volgens de gangbare opvatting zijn lasers echter langzamer dan plasma voor het snijden van zacht staal met een dikte van meer dan 25 mm (en de helft daarvan voor roestvast ).
Vroeger was dit (min of meer) waar. Maar dat is nu niet meer het geval.
Om te zien hoe dat is veranderd met de opkomst van algemeen verkrijgbare high-power fiber , bekijken we enkele actuele snijgegevens.
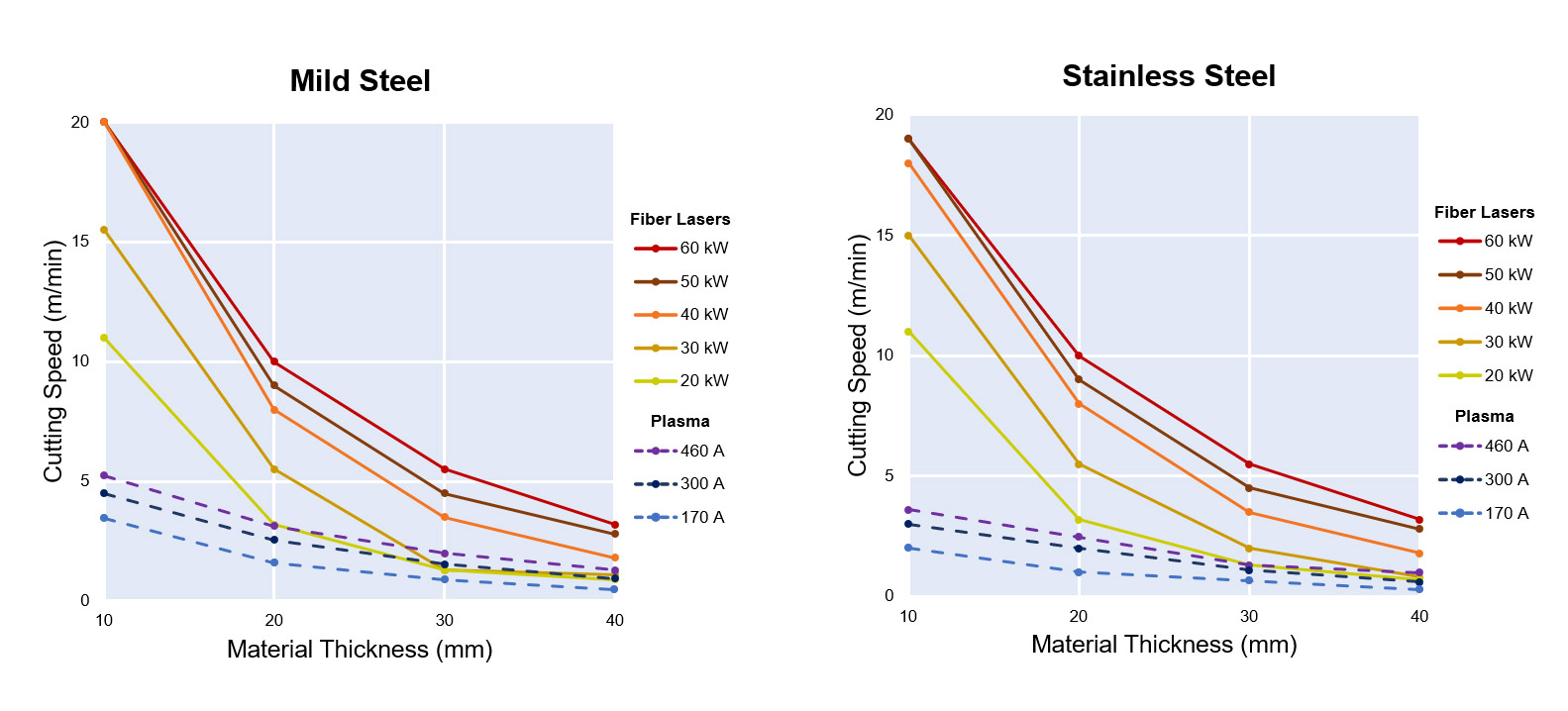
De bovenstaande grafieken geven de snijsnelheid weer in verhouding tot de materiaaldikte, waarbij de beste fiber en plasmasnijtechnologieën worden vergeleken.
Deze grafieken voor zacht staal en roestvast laten zien dat high-power fiber bijna altijd sneller snijden dan plasmasnijders voor materialen met een dikte van 10 mm tot 40 mm. Zelfs bij materiaal met een dikte van 40 mm snijdt een laser van 60 kW zacht staal ongeveer 2,5 keer sneller dan een plasmasnijder van 460 A. Voor roestvast met dezelfde dikte neemt het voordeel toe tot 3,2 keer sneller.
Uit de gegevens blijkt dat plasmasnijders alleen beter presteren dan fiber wanneer het laservermogen wordt verlaagd tot 30 kW of minder. En alleen bij het snijden van dikkere secties.
Inzicht in assistentiegas
De snelste en schoonste manier om staal te snijden met een fiber is door gebruik te maken van een gemengd hulpgas (stikstof met een kleine hoeveelheid zuurstof). Bij alle snijproeven die in de bovenstaande grafieken worden weergegeven en waarbij de laser beter presteerde dan plasma, werd gebruik gemaakt van gemengd hulpgas.
Zodra echter een voldoende lage verhouding tussen laservermogen en dikte is bereikt, moet worden overgeschakeld op zuivere zuurstof. Zuurstof als hulpgas voorkomt dat het lasersnijproces vastloopt, maar wel met een noodzakelijkerwijs lagere snelheid en met een minder goede randkwaliteit. Zuivere zuurstof was nodig bij de tests waarbij lasersnijden slechter presteerde dan plasmasnijden.
Gelukkig wordt dit probleem volledig verholpen door een krachtigere laser te gebruiken. Bij gebruik van een laser met een vermogen van 40 kW of meer is gemengd hulpgas ideaal voor het snijden van alle metalen, behalve de dikste (ruim boven de 40 mm).
Uiteindelijk betekent dit dat fiber van 40 kW en meer staal sneller snijden dan plasma – vaak met een zeer aanzienlijke factor – voor de overgrote meerderheid van snijtoepassingen. En ze bereiken dit terwijl ze ook schonere, rechtere randen leveren met minimale slakken.
ROI-analyse: wanneer is een Fiber zinvol?
High-power fiber presteren beter dan plasmasnijders op het gebied van snelheid, kwaliteit en consistentie, maar ze zijn ook duurder in aanschaf. Gelukkig kan hun hogere doorvoercapaciteit die extra kapitaaluitgaven snel terugverdienen.
De meeste bedrijfskosten – afschrijvingen, arbeidskosten, overheadkosten en onderhoudskosten – zijn gekoppeld aan het bezit en de exploitatie van het systeem, niet aan de snelheid waarmee het snijdt. Elektriciteit en andere verbruiksartikelen nemen weliswaar toe met het vermogen en het gebruik van het systeem, maar zijn niet evenredig aan de extra doorvoer. Dus als lasersnijders en plasmasnijders ongeveer evenveel kosten om een maand lang te exploiteren (wat ook zo is), zal de machine die in die periode meer output produceert altijd de voordeligste zijn.
Een voorbeeld van kosten en output
Laten we een 40 fiber vergelijken met een 300 A-plasmasnijder aan de hand van de gegevens van eerder.
De 40 fiber snijdt 20 mm dik zacht staal met een snelheid van ongeveer 8 m/min. Bij volledig gebruik kan hij ongeveer 38.000 meter per maand snijden.
De 300 A-plasmasnijder werkt op ongeveer de helft van die snelheid en levert in dezelfde periode ongeveer 19.000 meter op.
We kunnen nauwkeurig schatten dat beide systemen bij deze gebruiksniveaus ongeveer 20.000 dollar per maand kosten om te exploiteren.
Als de productbehoefte ongeveer 38.000 meter bedraagt, volstaat één lasersnijder om aan de vraag te voldoen. Om dezelfde output te bereiken met plasmasnijden zijn twee machines nodig, waardoor de maandelijkse bedrijfskosten verdubbelen tot $ 40.000.
Als de enkele laser $ 400.000 meer kost dan de twee plasmasnijders, wordt het prijsverschil in slechts 20 maanden goedgemaakt door de maandelijkse besparing van $ 20.000.
Is een High-Power Fiber geschikt voor u?
Lasersnijden biedt onder bepaalde omstandigheden de beste waarde en het snelste rendement op investering. Overweeg te investeren in een high-power fiber als uw activiteiten het volgende omvatten:
- Hoge benutting: De machine wordt voldoende bezet gehouden om snel doorvoergerichte besparingen te realiseren.
- Vereisten voor schone randen: Minder (of geen) nabewerking leidt direct tot besparingen op arbeid en apparatuur.
- Gelaste assemblages: Lasklare laserranden verminderen de voorbereidingstijd en verbeteren de doorstroming.
- Fijne eigenschappen: Lasers kunnen in één bewerking kleine gaatjes en strakke contouren maken.
- vloeroppervlak beperkt: één high-power kan meerdere plasmasnijders vervangen en de benodigde voetafdruk verkleinen.
- De geometrie van onderdelen is complex: ingewikkelde vormen, kleine radii en interne kenmerken maken lasersnijden altijd aantrekkelijker dan plasmasnijden.
Aan de slag met een laser snijoplossing
Naarmate de fiber zich verder ontwikkelt en de mogelijkheden van lasermachines toenemen, wordt de keuze tussen een lasersnijder en een plasmasnijder steeds ingewikkelder.
Voor veel fabrikanten en producenten zijn lasers een ideaal hulpmiddel geworden voor het snijden van metaal. Voor anderen blijft plasmasnijden praktischer.
Neem contact op met een van onze lasersnij-experts om te zien wat voor resultaten en ROI u kunt verwachten in uw applicatie.


