

Les progrès réalisés dans le domaine du soudage au laser, en grande partie grâce à l'applicabilité et à l'accessibilité des lasers à fibre de haute puissance, ont rendu cette technique de plus en plus courante dans de nombreux environnements de fabrication. Le soudage au laser est très attrayant en raison de son impact thermique minimal, de sa rapidité, de sa précision et de sa répétabilité.
Malgré son omniprésence croissante, le soudage au laser n'est pas exempt de défis ni de défauts de soudure. Comme toute forme de soudage industriel, tel que le soudage à l'arc, le soudage par résistance et le soudage par faisceau d'électrons, le soudage au laser peut être vulnérable aux incohérences du processus qui se traduisent par une mauvaise soudure.
Il n'est donc pas surprenant qu'une variété de techniques et de technologies d'assurance de la qualité (AQ) du soudage au laser soient apparues pour détecter, voire prévenir, les soudures au laser défectueuses.
Dans cet article, nous donnerons un aperçu de l'assurance qualité du soudage laser, des approches traditionnelles au contrôle du courant et aux techniques de mesure directe.
Définition d'une "mauvaise" soudure au laser
En termes simples, une mauvaise soudure laser ou une soudure défectueuse est une soudure qui compromet la forme, la fonction ou la sécurité du produit final. Le premier problème n'est pas courant avec le soudage au laser, du moins une fois que les paramètres du processus ont été réglés. Toutefois, les fabricants doivent faire preuve de diligence, en particulier dans les applications de micro-soudage, pour s'assurer que les défauts de la soudure laser n'ont pas d'incidence sur l'efficacité électrique, ne réduisent pas la résistance à long terme et n'endommagent pas les composants sensibles.
Dans le meilleur des cas, les défauts de soudure perturbent le processus de fabrication avant qu'il ne soit achevé, obligeant les fabricants à retravailler ou à mettre au rebut des produits de valeur - des mesures qui coûtent à la fois du temps et de l'argent. Dans le pire des cas, les défauts de soudure entraînent une défaillance du produit et des rappels.
Les défauts de soudure au laser se présentant sous diverses formes, il est important de les identifier et de les comprendre.
Manque de pénétration : lorsque le faisceau laser ne pénètre pas suffisamment profondément dans le matériau cible. Le manque de pénétration peut entraîner des problèmes de résistance et de conductivité dans le produit final.
Surpénétration : lorsque le faisceau laser pénètre trop profondément dans le matériau cible. Également appelée "burn-through", la surpénétration peut endommager des composants sensibles dans des applications telles que le soudage de batteries.
Éclaboussures : causées par l'instabilité du bain de fusion, les éclaboussures sont du métal en fusion qui atterrit souvent sur les surfaces autour de la soudure et y fusionne. Les projections peuvent provoquer un court-circuit sur des pièces telles que les batteries, ce qui peut entraîner un emballement thermique et une défaillance catastrophique.
Porosité : les soudures laser poreuses sont celles qui présentent des bulles de gaz ou des cavités piégées dans la soudure refroidie. La porosité, qui peut réduire la résistance de la soudure, peut être causée par une agitation excessive et un refroidissement rapide du bain de soudure.
Fissuration : causée par un refroidissement rapide et d'autres contraintes métallurgiques, la soudure au laser peut entraîner des fissures, visibles ou non. Les fissures ne sont pas toujours visibles à l'œil nu.
Manque de fusion : également connu sous le nom de fusion incomplète, le manque de fusion se produit lorsque le métal soudé ne fusionne pas complètement avec le métal de base et peut être causé par un mauvais alignement ou une contamination de la surface.
Les défauts de soudure peuvent être largement évités en optimisant les paramètres et les technologies laser. Par exemple, les lasers à double faisceau utilisent un faisceau central et un faisceau annulaire pour stabiliser le bain de soudure, ce qui élimine pratiquement les éclaboussures et la porosité.
Cependant, les défauts de soudure peuvent toujours être causés par des problèmes tels qu'un mauvais ajustement, la contamination du matériau cible ou de l'optique, et la dégradation des composants du laser.
Assurance qualité des soudures laser traditionnelles
L'assurance qualité traditionnelle des soudures au laser peut être divisée en deux types fondamentaux : destructif et non destructif.
Les essais destructifs reposent sur la destruction d'une pièce soudée pour inspecter visuellement et mesurer la qualité de la soudure. Par exemple, lors d'un essai de traction, une pièce est déchirée jusqu'à ce qu'elle se brise afin de mesurer la résistance de la soudure. Bien que moins spectaculaire physiquement, l'attaque à l'acide est une technique destructive utilisée pour mieux comprendre la pénétration, la fusion ou la porosité d'une soudure.
Les essais destructifs sont généralement longs, coûteux ou les deux à la fois. En outre, bien qu'ils soient très efficaces pour mesurer la qualité d'une soudure, les essais destructifs ne peuvent, par définition, être appliqués à chaque pièce ou assemblage. Cela signifie que leurs résultats doivent être appliqués à l'ensemble d'un lot, ce qui entraîne des risques et des incertitudes inévitables.
En comparaison, l'assurance qualité non destructive des soudures au laser comprend des méthodes post-processus telles que les contrôles ultrasoniques ou radiographiques qui n'endommagent pas les soudures ou les pièces. Le contrôle par ultrasons utilise des vibrations mécaniques qui traversent la soudure sans perte de signal significative, à moins qu'une anomalie ne soit détectée, une perte plus importante indiquant généralement des défauts plus graves. Le contrôle radiographique utilise des rayonnements pour pénétrer la soudure et créer une image de sa structure interne, qui doit ensuite être analysée.
Techniquement, ces méthodes traditionnelles non destructives peuvent être appliquées à chaque soudure. Toutefois, cela n'est pratiquement jamais possible, car cela est trop coûteux et prend trop de temps. Comme pour les essais destructifs, les essais non destructifs doivent être utilisés pour déduire la qualité de lots entiers de pièces.
Qu'est-ce que la surveillance des soudures au laser ?
Le contrôle des soudures au laser est un terme générique qui fait référence à une variété de méthodes utilisées pour examiner ou recueillir des informations sur la soudure pendant qu'elle est réalisée, c'est-à-dire "en cours de processus" ou "en temps réel".
Le contrôle des soudures par laser est intéressant car il est capable de fournir des données sur chaque soudure sans ralentir le processus et en éliminant le besoin d'étapes d'assurance qualité traditionnelles coûteuses et fastidieuses. Les techniques en cours de fabrication peuvent réduire considérablement l'incertitude et sont étonnamment rentables.
Types de contrôle des soudures au laser
Il existe une grande variété de méthodes de contrôle des soudures au laser, avec des avantages et des inconvénients différents.
Contrôle des émissions acoustiques : méthode utilisée pour évaluer la qualité des soudures au laser en convertissant les ondes sonores générées pendant le processus de soudage en signaux électriques. Le contrôle des émissions acoustiques utilise généralement des capteurs sur les surfaces des pièces soudées, mais des capteurs sans contact peuvent également être utilisés. L'analyse des données acoustiques peut être corrélée avec des indicateurs clés de la qualité de la soudure, tels que la pénétration et la fissuration.
Bien qu'assez polyvalent et facile à intégrer, le contrôle des émissions acoustiques est sensible aux bruits ambiants et ne fournit qu'un aperçu limité des caractéristiques et des géométries réelles des soudures.
Radiographie en cours de fabrication : l'équivalent "en temps réel" de la radiographie traditionnelle des soudures, la radiographie en cours de fabrication peut aider à visualiser le comportement du bain de soudure ainsi que la soudure finale.
La radiographie en cours de fabrication est principalement utilisée à des fins de recherche, car cette approche est coûteuse et difficile à utiliser dans des environnements de fabrication productifs.
Traitement d'images : à l'aide de caméras thermiques ou à lumière visible et de systèmes de vision industrielle, il est possible de produire des images du processus de soudage au laser en temps réel. Cela permet d'obtenir des images détaillées des soudures, mais peut nécessiter plusieurs caméras pour capturer les détails adéquats. Même dans ce cas, le traitement d'images ne permet pas d'obtenir une vue détaillée des géométries internes des soudures.
Détection optique : les méthodes de détection optique, qui reposent généralement sur la spectrométrie, les pyromètres ou les photodiodes, captent la lumière et la convertissent en données sur le processus de soudage au laser. Bien que ces méthodes produisent plus de données que certaines méthodes de surveillance des soudures au laser, elles s'appuient sur des indicateurs indirects de la soudure tels que la lumière réfléchie, la température et le panache de la soudure plutôt que d'examiner en détail les géométries réelles de la soudure.

Imagerie cohérente en ligne (ICI) : l'imagerie cohérente en ligne, un type de tomographie par cohérence optique (OCT), est une méthode éprouvée de mesure directe in situ des soudures au laser (par opposition à la surveillance des soudures au laser).
Les systèmes IPG LDD utilisent une version brevetée de l'ICI conçue et utilisée dans une large gamme d'applications de soudage au laser. Les systèmes LDD utilisent un faisceau laser de faible puissance émis parallèlement au faisceau de soudage pour mesurer directement les géométries critiques de la soudure, telles que la profondeur de soudage. Bien qu'il fonctionne en temps réel parallèlement au processus de soudage, le LDD fournit des mesures extrêmement précises (à quelques microns près) de chaque soudure.
Les avantages de la mesure des soudures au laser par rapport à la surveillance
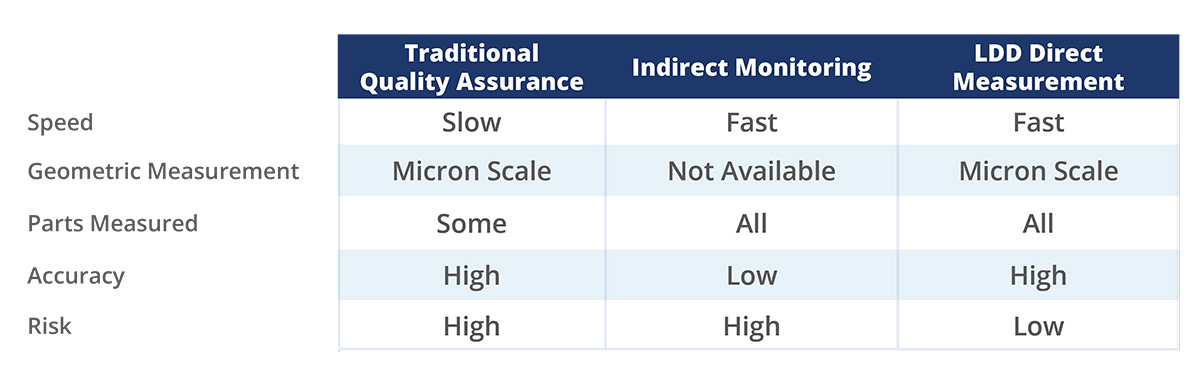
La mesure des soudures au laser est un type de surveillance des soudures au laser. Cependant, tous les contrôles de soudure au laser ne peuvent pas être considérés comme des mesures, du moins en ce qui concerne la géométrie réelle de la soudure.
En fin de compte, toute approche qui ne mesure pas directement la géométrie de chaque soudure oblige les fabricants à faire des compromis en matière de débit, d'efficacité ou de tolérance au risque.
Par exemple, les techniques de surveillance qui s'appuient sur des indicateurs tels que le panache de soudure peuvent fournir une estimation semi-précise de la profondeur de la soudure. Mais ces estimations sont suffisamment éloignées de la perfection pour qu'un tampon de sécurité soit nécessaire. Bien que les données de contrôle puissent suggérer qu'une soudure est bonne, si elle est suffisamment proche des limites de l'acceptabilité, il est plus sûr de retravailler ou de mettre cette pièce au rebut. En fonction de la tolérance au risque du fabricant, des centaines de pièces peuvent être perdues inutilement chaque jour.
L'objectif de la mesure laser des soudures est de réduire considérablement cette marge de sécurité. En fournissant une mesure directe de la soudure au niveau du micron, la fenêtre d'acceptabilité peut être considérablement élargie tout en offrant une tranquillité d'esprit et des données historiques sur chaque soudure.
Industries qui bénéficient de la mesure en temps réel des soudures au laser
Dans des secteurs tels que le soudage de batteries, les véhicules électriques et la fabrication d'appareils médicaux, les implications en matière de sécurité sont importantes et l'assurance qualité est cruciale. Pour les applications à fort enjeu, la mesure en temps réel des soudures au laser peut non seulement faire la différence en réduisant les déchets et les coûts, mais aussi en augmentant la sécurité.
En outre, les produits électroniques grand public tels que les smartphones, les tablettes et les ordinateurs portables, qui nécessitent une inspection de précision en ligne, peuvent tirer profit de la mesure des soudures au laser.
La technologie de mesure en temps réel des soudures au laser progressant constamment, les industries qui privilégient la solidité à la rapidité peuvent également en bénéficier. Par exemple, les industries telles que la construction navale, où les soudures portantes sont soumises à des normes de qualité strictes, bénéficient des avantages de la mesure directe de la profondeur des soudures laser à pénétration profonde.
Démarrer avec une solution laser
La mesure en temps réel des soudures par laser d'IPG aide les fabricants à détecter les défauts de soudure, à éviter les rappels de produits et à réduire les rebuts et les reprises inutiles.
Pour commencer, rien de plus simple : envoyez-nous des échantillons de pièces, visitez l'un de nos laboratoires d'application dans le monde entier ou parlez-nous simplement de votre application.


