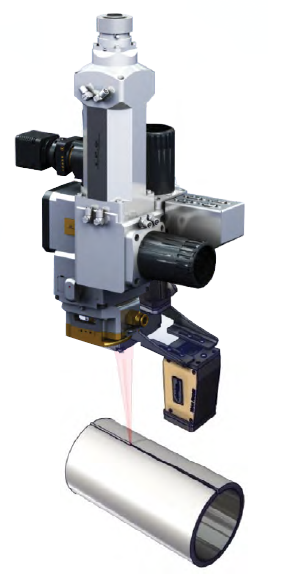
Головка для сварки FLW D30W
Головки IPG серии Wobble с модулем колебаний луча позволяют значительно расширить сферу возможностей лазерной сварки. Возможность задавать траекторию движения луча позволяет сваривать детали с большим зазором, тем самым повышая качество сварных швов и стабильность процесса сварки. Использование головок IPG серии Wobble открывают новые возможности в различных отраслях промышленности, таких как автомобилестроение и железнодорожная отрасль.
Отличительные особенности
|
Поддержка излучения высокой мощности |
Интегрированная система слежения за швом |
| Поддержка различных траекторий и частот отклонения луча | Высокая стабильность выходных параметров |
|
Программируемые параметры сканирования |
Полная совместимость с лазерами IPG |
|
Технические характеристики
Пример конфигурации
* Доступны другие фокусные расстояния. |
| Возможно получить превосходный шов даже для деталей с большими зазорами. |
||||||||
|
|
||||||||
|
Угловое соединение
|
Стыковое соединение |
Стыковое соединение |
Трубчатый и пустотелый теплообменник из |
Трубчатый и пустотелый теплообменник из |
||||

Преимущества сварки с генератором колебаний по сравнению с обычными методами сварки
Режимы сварки с генератором колебаний
- Сварочные головки, оборудованные модулем генератора колебаний/отслеживания шва, имеют следующие режимы колебаний.
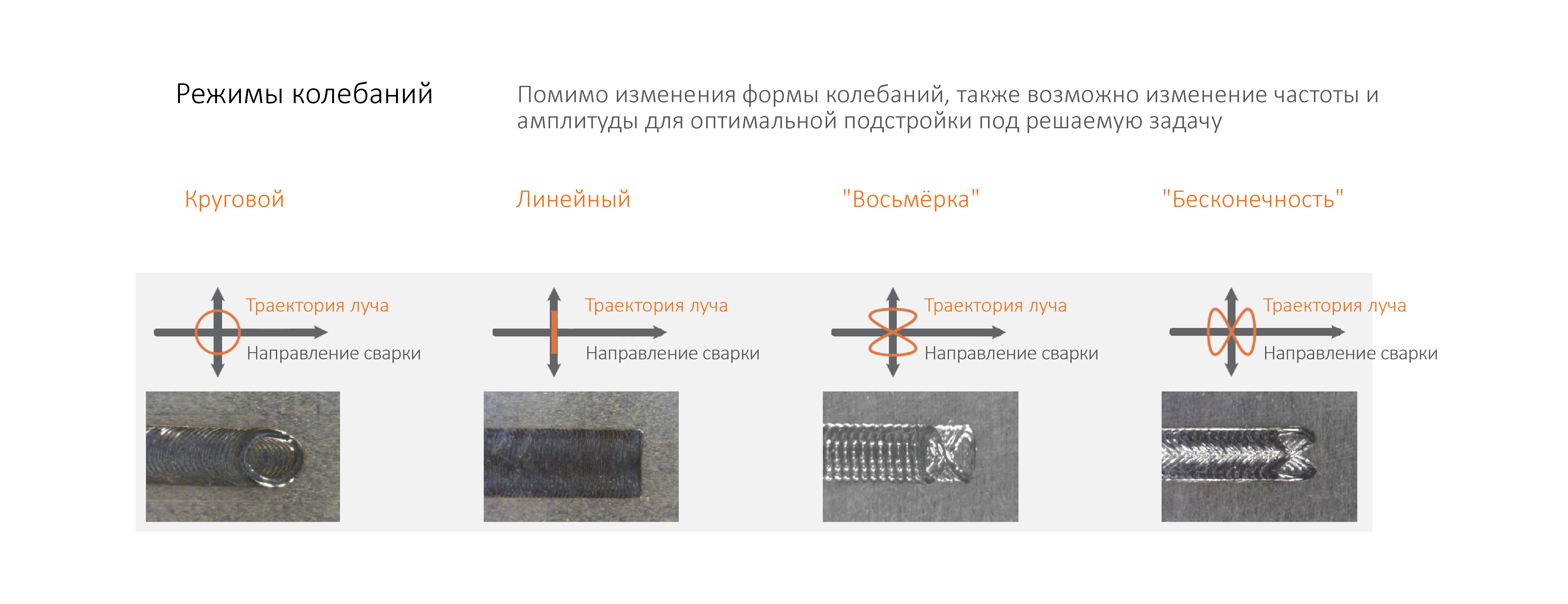
- Частоту и амплитуду колебаний можно изменять в соответствии с использованием.
Качество/плотность сварного шва
- По сравнению с обычными методами (лазерной) сварки, сварка с генератором колебаний обеспечивает шов очень высокого качества.
- Генераторы колебаний также помогают разрешить проблемы ограничения плотности, связанные с обратным отражением при сварке таких материалов, как алюминий, медь и т.п.
 |
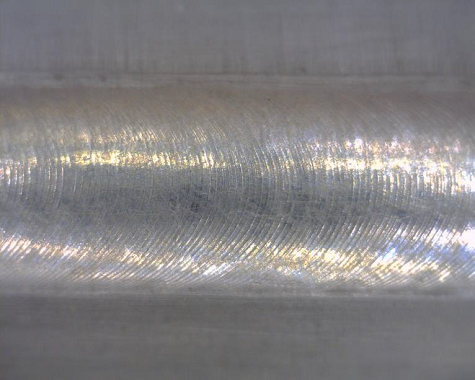 |
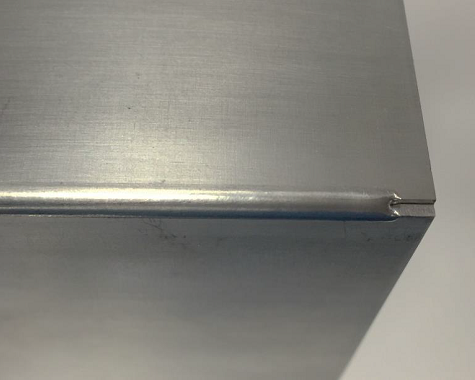
Угловой шов на алюминии 6061-T6 (толщиной 1,5 мм). На рисунке слева показано отличное качество, а справа – крупный план сварного шва.
Склонность материалов к растрескиванию/пористости
- При сварке традиционными способами некоторые материалы сильно страдают от сварочных дефектов, например:
– некоторые классы алюминия, склонные к образованию пор во время сварочного процесса;
– пружинная сталь, склонная к тепловому растрескиванию.
- При использовании сварочной головки с генератором колебаний процесс сварки можно еще больше оптимизировать (использовать различные режимы колебаний, амплитуды и частоты) таким образом, чтобы можно было минимизировать или устранить дефекты сварки.
 |
 |
|
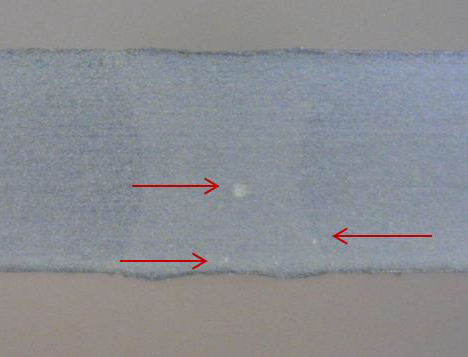
| Образец из алюминия 6061, сваренный обычной лазерной сваркой: наличие пор на поперечном разрезе | Образец из алюминия 6061, сваренный головкой с генератором колебаний: отсутствие пор на поперечном разрезе |
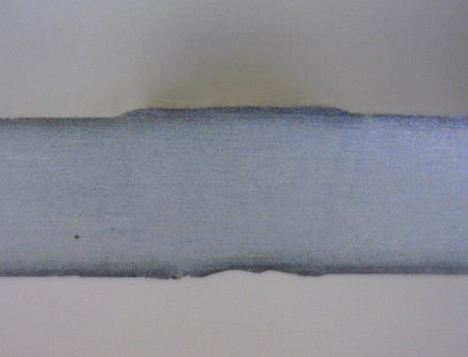
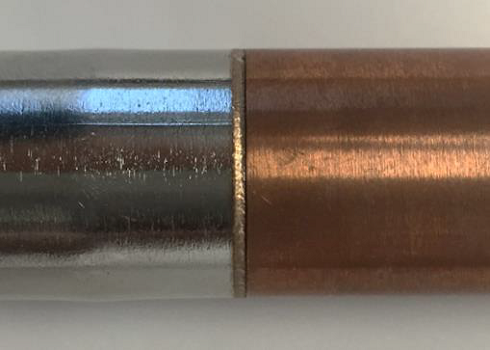
Сварка разнородных металлов
- При сварке разнородных металлов генератор колебаний дает преимущества, например:
- если один материал имеет более высокую точку плавления или большую отражательную способность, чем другой, процесс плавления металлов можно сбалансировать за счет выбора соответствующих параметров колебаний;
- некоторые комбинации металлов имеют тенденцию к образованию хрупких межметаллических соединений в результате сварки; при использовании генератора колебаний плавление/отвердевание межметаллического слоя можно лучше контролировать, что повышает качество сварного шва.
 |
 |
|
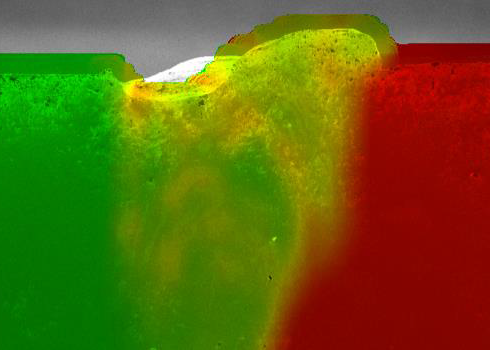
| Трубы из нержавеющей стали 304 и бескислородной меди, сваренные вместе с использованием циклового генератора колебаний | Изображение энергодисперсионной спектроскопии показывает смешивание металлов в сечении шва |
Припуск на параметры технологического процесса
-
Если речь идет о параметрах технологического процесса, например, о зазоре между деталями, сварка с генератором колебаний обеспечивает гораздо больший диапазон технологического процесса, что ведет к улучшению качества сварных швов.
-
Пример: стыковая сварка листов из нержавеющей стали (толщина 1,5 мм).
 |
| Зазор, мкм | 0 | 50 | 100 | 150 | 200 | 250 | 300 | 350 | 400 | 450 | 500 | |
| Обычная лазерная сварка | o | o | Δ | Δ | × | × | × | × | × | × | × | |
| Лазерная сварка с генератором колебаний | o | o | o | o | o | o | Δ | Δ | Δ | Δ | × | |
| Отклонение, мкм | 0 | 50 | 100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | 1 000 |
| Обычная лазерная сварка | o | o | o | o | Δ | × | × | × | × | × | × | × |
| Лазерная сварка с генератором колебаний | o | o | o | o | o | o | o | Δ | Δ | Δ | Δ | × |
o = хороший шов.
Δ = удовлетворительный.
× = неудовлетворительный/непроваренный.
|
Система слежения
|
 |
|
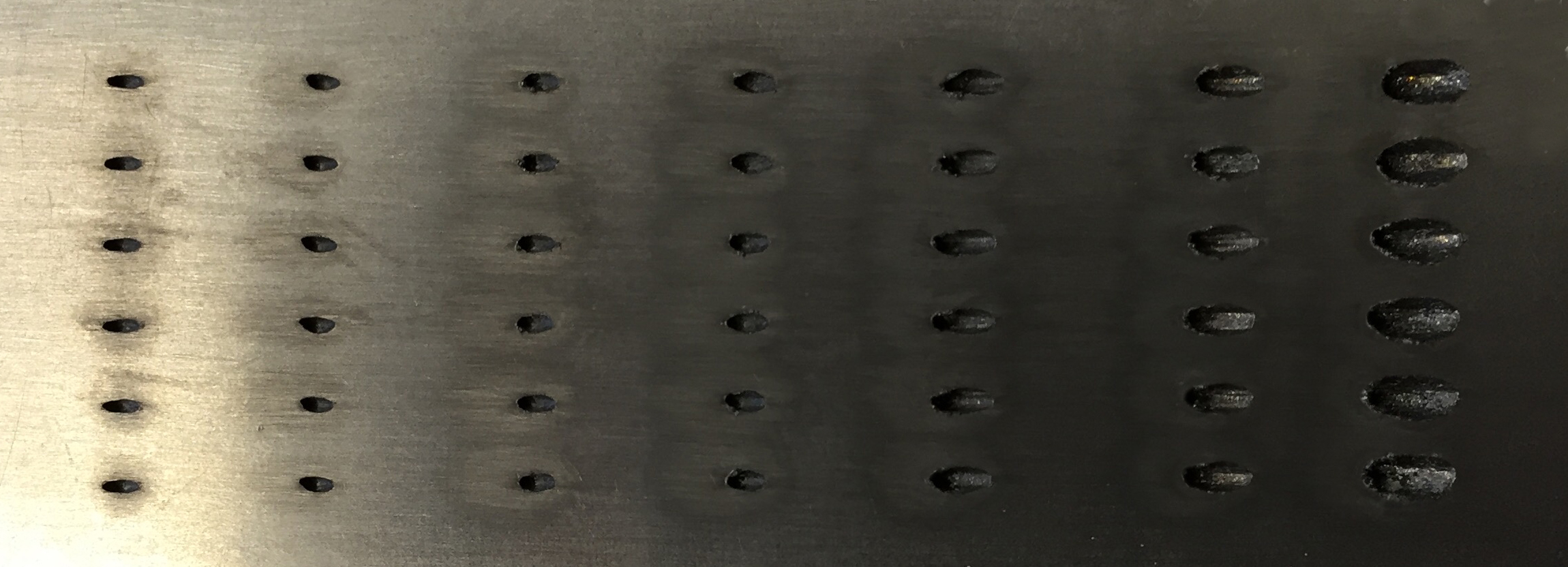
Сверление
|
 |
|
Сканирование
|
 |