|
Несквозные (глухие) отверстия представляют собой выемки различной формы и глубины, не проходящие деталь насквозь. Важность обработки глухих отверстий возрастает в связи с расширением производства 3D интегральных схем. Ультрафиолетовые наносекундные и инфракрасные пикосекундные лазеры, изготовленные компанией IPG, позволяют с высокой воспроизводимостью создавать глухие отверстия различной формы диаметром до 50 мкм в стеклянных, металлических, керамических и полимерных материалах. Такие отверстия отличаются высоким аспектным соотношением и качеством кромок. Благодаря точному контролю объёма материала, удаляемого за один импульс, их глубина может легко контролироваться, вплоть до нескольких сотен микрон.
|
|
Сверление глухих отверстий в стекле
Из-за склонности к растрескиванию под воздействием термических напряжений и оптической прозрачности, стекло является сложным материалом для лазерной обработки.
Специалистами IPG разработаны технологии получения массивов сквозных и глухих отверстий микронного размера с субмикронным контролем глубины в материале толщиной до 500 мкм.
Получение одиночных сквозных отверстий с высокой повторяемостью формы в стекле толщиной 150 мкм - один из примеров типичного производственного процесса, обеспечиваемого IPGPhotonics.
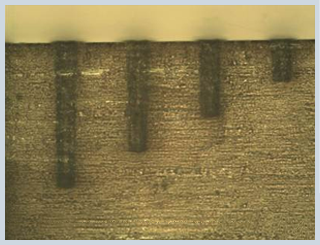
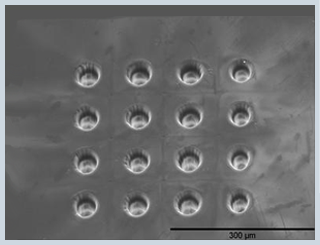
На рисунке показаны глухие отверстия диаметром 50 мкм и глубиной от100 до 400 мкм в стекле
|
|
 |
|
Сверление глухих отверстий в полимерах
Массивы простых или сложных элементов масок могут быть спроецированы на подложку и последовательно обработаны для создания трехмерных элементов различных размеров и форм.
В зависимости от типа лазерного источника и вида материала, минимальная глубина от нескольких мкм до нескольких десятков нм, достигается при одноимпульсном воздействии лазерного излучения на обрабатываемый материал.
|
|
 |
|
Создание высокоплотного паттерна при помощи УФ лазеров
Для удаления большого количества материала при помощи УФ-лазера, средняя мощность является ключом к высокой производительности. Этот процесс становится эффективнее, если лазерный луч заполняет форму маски большой площади.
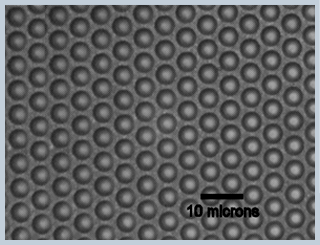
На рисунке показан массив глухих отверстий в полимере. Примерно 100 отверстий диаметром ~4 мкм помещаются на площади 50х50 мкм. Минимальный размер стенки составляет примерно 2 мкм
|
|
 |
Компания IPG предлагает широкий диапазон лазеров и технологий доставки луча для оптимизации процессов изготовления микроотверстий. Эти устройства могут использоваться в качестве высокоскоростных и полностью автоматизированных производственных решений для обработки широкого круга материалов толщиной от сотен микрон до нескольких миллиметров.