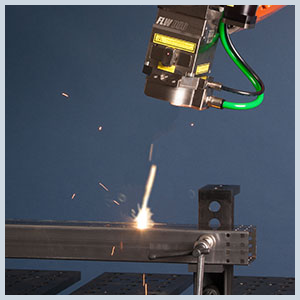
Laser bieten berührungslose Hochgeschwindigkeits-Metallschweisslösungen für die fortschrittliche Fertigung in vielen Branchen.
Mit den IPG-Faserlasern hat sich das Laserschweißen zu einem zuverlässigen, leicht automatisierbaren Prozess entwickelt. Hierbei werden höchste Teilequalität, zu den niedrigsten Bearbeitungskosten erreicht.
Hochpräzise Genauigkeit für das Fügen selbst kleiner Bauteile
Geringer Wärmeeintrag für minimalen Verzug
Berührungsloses Schweißen - keine Beeinträchtigung der Schweißqualität und kein Werkzeugverschleiß
Der elektrische Widerstand zum Fügen ist beim Laser irrelevant
Schweißen von Nichteisen Metallen (z.B. Cu zu Al)
Minimale Wartung - hohe Verfügbarkeit
Leicht automatisierbar für hochproduktive Fertigung
Warum wechseln immer mehr Hersteller zum Schweißen mit Faserlaser aus traditionellen Schweißtechniken?
Um heute wettbewerbsfähig zu bleiben, sind Kostensenkungen, Effizienzsteigerungen und wiederholbare Teilequalität erforderlich, die mit traditionellen Techniken, die zum Teil immernoch manuel ausgeführt werden, nicht erreicht werden können. Ermöglicht durch wartungsfreie, hochzuverlässige und kostengünstige Faserlaser von IPG, sind Laserschweißsysteme zur bevorzugten Schweißlösung für die Fertigungsindustrie geworden.
Metall-Schutzgasschweißen (MSG) vs Faserlaser-Schweißen
Das MSG oft auch Metall - Inertgas ( MIG ) - oder Metall - Aktivgas ( MAG ) Schweißen ist eine traditionelle Technik welches zu den Lichtbogenverfahren zählt. Hierbei wird ein elektrischer Lichbogen als Wärmequelle verwendet welcher zwischen dem leitfähigen Werkstück und einer Elektrode brennt. Diese Elektrode wird gleichzeitig auch als abschmelzendes Zusatzmaterial verwendet.
Beim Faserlaserschweißen werden keine Elektroden benötigt. Der Laserstrahl schmelzt den Grundwerkstoff und das Zusatzmaterial an. Durch eine Strahlpendelung können Nahtbreite und -Querschnitte an die Füge.... angepasst werden. Faserlaserschweißen benötigt keine spezielle Kantenvorbereitung, ist leicht zu automatieren und bis zu 5x schneller. Gleichzeitig bieten Faserlaser mehr Präzision und eine geringeren Wärmeeintrag wenn es darauf ankommt.
Wolfram-Inertgas-Schweißen (WIG) vs Faserlaser-Schweißen
Ähnlich wie beim MIG/MAG wird ein elektrischer Lichtbogen verwendet. Die Elektrode aus Wolfram wird hierbei nicht abgeschmolzen. Ein Zusatzwerkstoff, falls benötigt wird, kann separat hinzugefügt werden.
Faserlaser bieten bis zu 10 fach schnellere Prozessgeschwindigkeiten bei höhere Präzision. Der Prozess ist leichter zu automatisieren und der Wärmeeintrag ist hierbei minimal.
Plasmaschweißen vs Faserlaser-Schweißen
Wie beim WIG Verfahren wird eine Wolframelektrode verwendet um hierbei ein Plasma mittels Lichtbogen zu erzeugen. Hierbei brennt der Lichtbogen nicht frei sondern wird durch eine wassergekühlte Plasmadüse eingeschnürt. Das Plasmaschweißen hat zu allen anderen Lichtbogenverfahren den geringsten Wärmeeintrag.
Faserlaser haben einen immernoch weit geringeren Wärmeeintrag und bieten auch hier die bekannten Vorteile wie höhere Präzision und hohe Prozessgeschwindigkeiten.
Widerstandspunktschweißen (WPS) vs Faserlaser-Schweißen
WPS wird zum Überlappschweißen von Blechen eingesetzt. Mittels durch Kupferelektroden bestückte Zangen wird ein Stromfluss erzeugt welche aufgrund des elektrischen Widerstands der Fügepartner zu einer Schmelz/Pressverbindung kommt.
Faserlaser benötigen nur einen einseitigen Zugang zum Werkstück. Der Faserlaser-Schweißprozess ist zudem stabil auch bei unterschiedlichsten Blechdicken als auch Kombinationen. Der Prozess mittels Laser ist ein Kontaktfreier Prozes. Elektrodenkappenwechsel oder Nacharbeit entfallen.
Elektronenstrahlschweißen vs Faserlaser-Schweißen
Aufgrund der Eigenschaften eines Elektronenstrahles ist das Schweißergenbis und Prozessgeschwindigkeit vergleichbar gut wie beim Laserschweißen. Der Prozess benötigt allerdings immer ein Hochvakuum. Auch ein Problem sind die entstehenden Röntgenstrahlen die durch eine entsprechende Kammer von der Umgebung abgeschirmt werden müssen.
Die Prozessgeschwindigkeit ist beim Faselaser-Schweißen ähnlich hoch allderdings fällt das Werkstückhandling im Vakuum weg. Dies reduziert erheblich die eigentliche Produktionszeit. Auch Röntgenstrahlung ist beim Faserlaser-Schweißen kein Thema.
Vorteile der IPG-Faserlaser-Schweißtechnologie
Hohe Teileausbeute
Aufgrund der hervoragenden Eigenschaften eines Faserlaser von IPG, wie die Leistungsstabilität und konstanter Strahlqualität sind sehr hohe Wiederholbarkeiten eines Prozesses ohne Probleme möglich. Durch den berührungslosen Prozess gibt es keinen Werkzeugverschleiß.
Hoher Durchsatz
Die hohe Prozessgeschwindigkeit und den generell leicht zu automatisierenden Prozess sind zwei Hauptgründe für einen hohe Durchsatz. Das Wegfallen von Nacharbeit reduziert die Zykluszeit und Werkstückkosten.
Schneller "Return on Invest"
Die niedrigen Betriebskosten und die hohe Verfügbarkeit des Laserschweißsystems, auch aufgrund des geringen Wartungsaufwand helfen ein frühes ROI zu erreichen. Die einfache Optimierung und Umstellung auf ein Faserlaserschweißsystem sind beides weitere Faktoren die sich positiv auf das ROI auswirken.
Welches Laserschweiß-Verfahren verwendet wird hängt stark von den jeweiligen Anforderungen ab. Hierbei sind Material, Bauteilgestaltung und Anforderungen an die Schweißnaht einige der Faktoren, die bestimmen, welches Fügeverfahren verwendet werden soll. Generell ist Laserschweißen oft die ideale Lösung für verschiedenste Metalle, relativ hohe Schweißgeschwindigkeiten, einen geringen Wärmeeintrag, eine kleine Wärmeeinflusszone (WEZ) und minimalen Verzug erfordern. Die vier gebräuchlichsten Verfahren für das Laserschweißen bzw. Metallschweißen werden im Folgenden kurz beschrieben.
Verfahren Laserschweißen
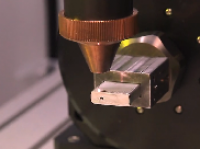
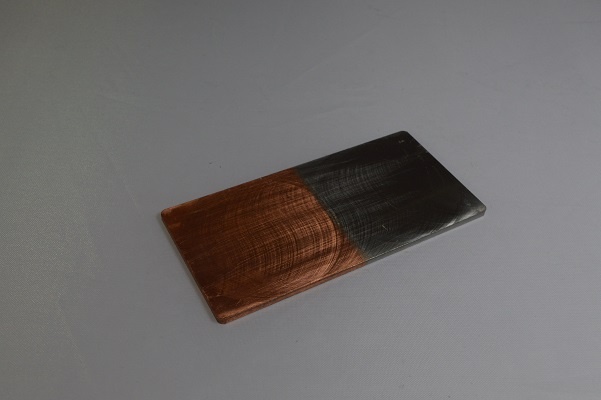
Wärmeleitungsschweißenist ein Schweißverfahren beim dem die Oberfläche aufgeschmolzen wird ohne große Tiefenwirkung. Die Intensität reicht nicht aus um einen merklichen Dampfdruck zu erzeugen. Die eigentliche Geometrie des Schmelzbades bzw. Schweißnahttiefe hängt im wesentlichen von der Wärmeleitung des Werkstückes ab. Die Einschweißtiefe beträgt in der Regel weniger als 2 mm und wird oft für ästhetische Nähte, vornämlich im Sichtbereich verwendet.
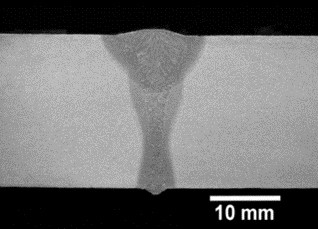
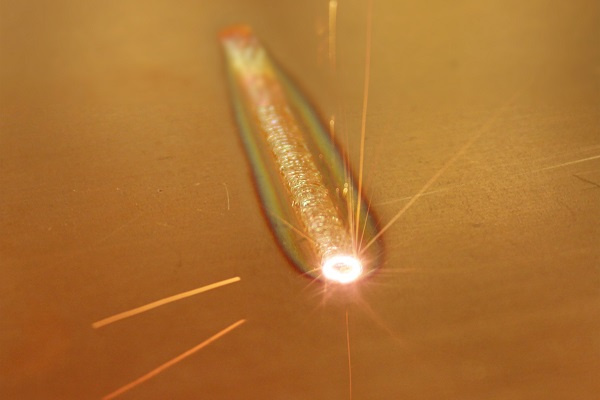
Tiefschweißen ist ein weiteres Verfahren zum Metallschweißen, das mit Lasern realisiert werden kann. Im Vergleich zum Wärmeleitungsschweißverfahren wird beim Tiefschweißen mit weitaus höheren Intensitäten gearbeitet. Anfänglich wird, ähnlich wie beim Wärmeleitungsschweißen, in den ersten Mikrosekunden ein Schmelzbad an der Oberfläche generiert. Danach verdampft der Laserstrahl das Material. Der Dampfdruck verdrängt das geschmolzene Metall und erzeugt ein tiefes und schmales „Keyhole“. Der Laserstrahl wird ab der Erzeugung des Keyholes auch dort mittels Vielfachreflexion absorbiert. Es können hierbei sehr tiefe Schweißnäht erzeugt werden. Trotzdem eignets sich das Prinzip auch hervoragne um dünne Folien zu verschweißen, da aufgrund der sehr guten Fokusierbarkeit eines Faserlasers auch bei geringen Leistungen hohe Intensitäten einstellen können.
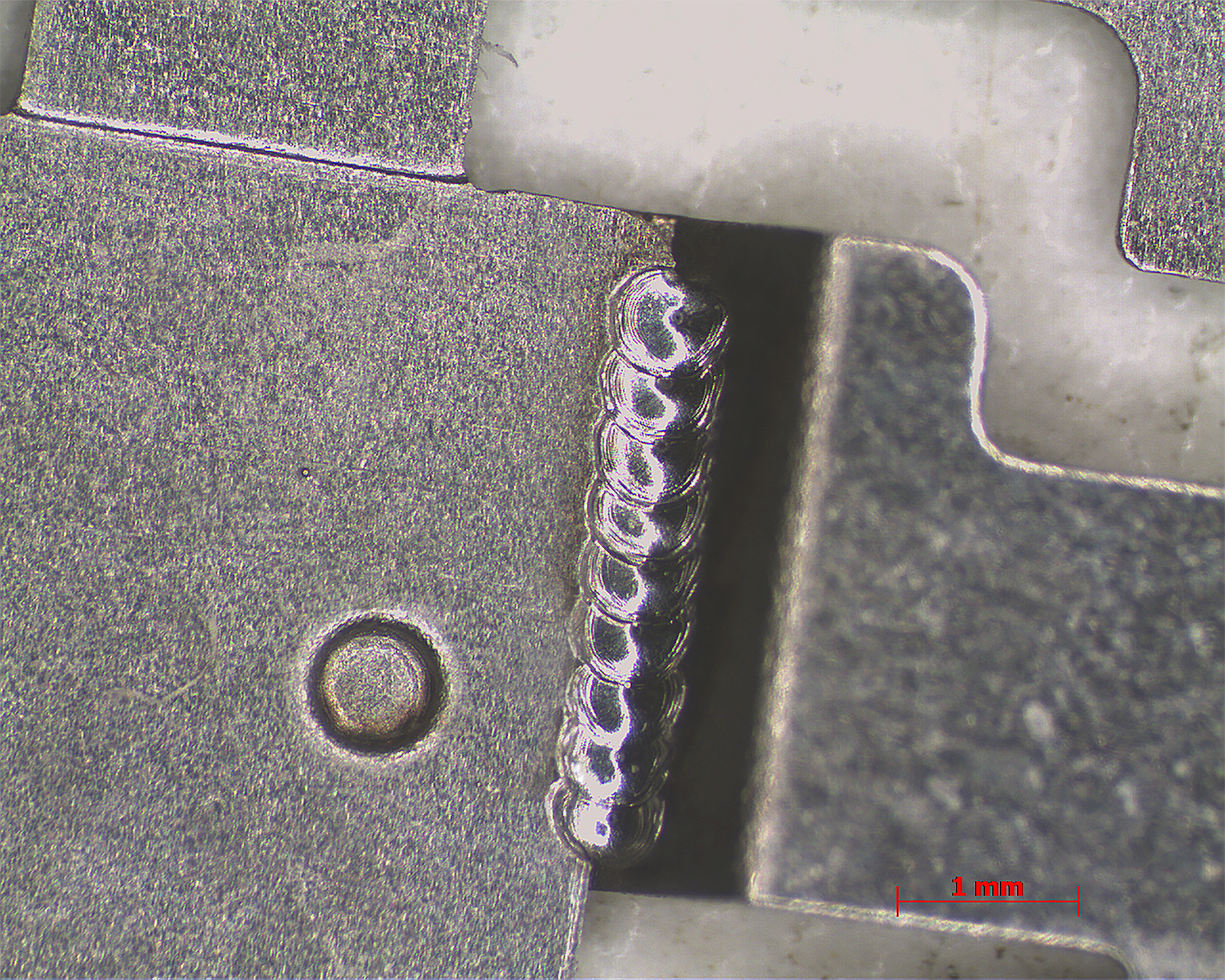
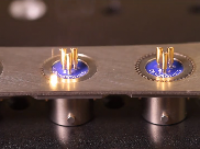
Beim Gepulsten Laserschweißen bzw. Laserpunktschweißen werden entweder einzelne Spots nebeneinander gesetzt, so das sie eine abgeschlossene Schweißnaht ergeben bzw. auch als einzelner Punkt. Typischerweiße liegt die Schweißzeit eines einzelnen Punktes im Milisekundenbereich. Aufgrund der Pause zwischen jedem Puls kann das Bauteil ein wenig abkühlen was zu einer homogeneren Wärmeeinbringung führt. Dies ist in der Regel wichtig für empfindliche Bauteile wie bei Herzschrittmachern oder das Schweißen von Membranen für Drucksensoren. Das Einzelpunktschweißen wird in der Regel zum fixieren von Folien oder kleiner Bauteilen eingesetzt. Bei diesem Verfahren kann es sich auch um das Prinzip Wärmeleitschweißen bzw. Tiefschweißen handeln je nach Intensität.
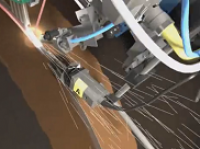
Beim Laser-Hybridschweißen wird das Laserschweißen(Tiefschweißen) mit einem weiteren Schweißverfahren kombiniert, in der Regel mit dem MIG-Schweißen (Metall-Inertgas-Schweißen). Dieses Verfahren wird in der Regel angwandt um durch Synergieeffekte eine Steigerung das Gesamtprozesse zu erreichen. Bei der Kombination mit einem Lichbogenverfahren erzielt die Laserstrahlquelle die Tiefe und der Lichtbogen den nötigen Wärmeeintrag.
Laserschweißen ist oft die ideale Lösung zum Fügen von verschiedenen Arten von Metallen, die relativ hohe Schweißgeschwindigkeiten, einen geringen Wärmeeintrag, eine geringe Wärmeeinflusszone (WEZ) und minimalen Verzug erfordern. Die hohe Strahlqualität von Faserlasern der kW-Klasse in Verbindung mit mittlerer bis hoher durchschnittlicher Leistung ermöglicht eine Vielzahl von Anwendungen von Schweißverfahren, vom Keyhole-Schweißen mit schmaler Schweißnaht und hohem Querschnittsverhältnis bis zum Wärmeleitungsschweißen mit flacher, breiter Schweißnaht. CW-Faserlaser mit niedriger bis mittlerer Leistung (bis 1 kW) werden verwendet, um mit sehr hoher Geschwindigkeit dünne Bleche aus unterschiedlichsten Materialien mit einer Stärke von bis zu 1,5 mm zu schweißen.
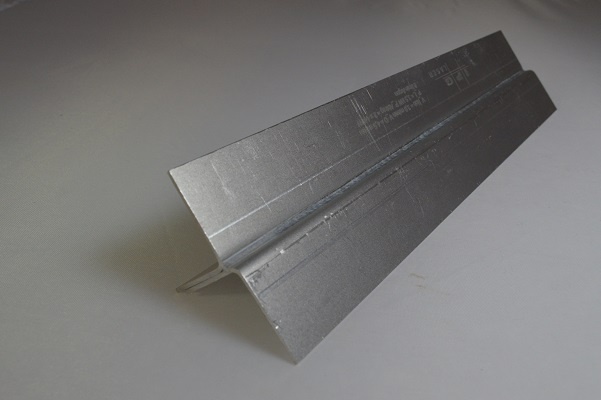
CW-Faserlaser mit niedriger bis mittlerer Leistung können zum Scannerschweißen mit Galvanometern und langen Brennweiten auf kleine Spotgrößen fokussiert werden. Die Verwendung längerer Brennweiten mit einem größeren Abstand bietet viele Vorteile beim Laserschweißen, da sie den Arbeitsbereich deutlich vergrößert. Beispielsweise kann der Faserlaser beim Remote-Laserschweißen komplette Türverkleidungen schweißen. In Kombination mit Robotern können an einer ganzen Fahrzeugkarosserie Überlapp- oder Liniennähte hergestellt werden. Ein weiteres Beispiel ist die gasdichte Schweißnaht von Akkupacks und Druckdichtungen, die beim Laserschweißen mit Faserlasern problemlos hergestellt werden kann.
Die einzigartigen modulierbaren QCW-Faserlaser von IPG eignen sich dank ihrer hohen Spitzenleistung und niedrigen durchschnittlichen Leistung zum gepulsten Laserschweißen für Anwendungen mit geringem Wärmeeintrag. Die Faserführung ermöglicht die einfache Integration in herkömmliche Schweißköpfe mit direkter optischer Übertragung oder Galvanometerköpfe. Beim Laserschweißen medizinischer Geräte wie Herzschrittmachern wird das Punktschweißen mit Lasern genutzt. Strahlführungssysteme auf Grundlage von Galvanometern können zum Hochgeschwindigkeits-Punktschweißen von Mobiltelefon- und Tabletgehäusen, Rasierklingen oder Komponenten im Automobilbau verwendet werden.
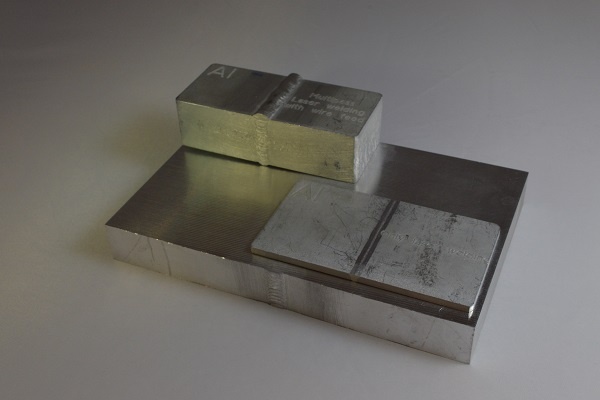
Faserlaser werden heute zum Laserschweißen einer sehr breiten Palette dickerer Metalle eingesetzt. Die Wellenlänge von 1.070 nm im nahen Infrarotbereich bietet aufgrund der geringeren Reflexion von Metallen bei dieser Wellenlänge deutliche Vorteile bei diesen Fügeverfahren gegenüber der CO2-Lasertechnologie. Dies gilt insbesondere für das Metallschweißen stark reflektierender Metalle wie Aluminium und Kupfer, bei denen Hochleistungslaser zum Schweißen von Materialstärken von bis zu 15 mm verwendet werden. Diese Stärken konnten bisher nicht mit anderen Lasern geschweißt werden. Die Verwendung von Faserlasern mit hoher durchschnittlicher Leistung und relativ kleinen Spotgrößen zum Laserschweißen dickerer Metalle erfordert ein als Tiefschweißen bekanntes Schweißverfahren. Das vom Laser erzeugte Keyhole fängt den Laserstrahl sehr effektiv in der Verbindung ein, sodass bei hohen Schweißgeschwindigkeiten eine qualitativ hochwertige Schweißnaht mit hoher Einschweißtiefe erzeugt werden kann. Die hohe Strahlqualität von Faserlasern ermöglicht die Verwendung längerer Brennweiten mit höherer Tiefenschärfe für das Keyhole-Schweißen. Dies bedeutet, dass die Anforderungen hinsichtlich der Fokuspositionierung geringer sind und eine qualitativ hochwertige Schweißnaht deutlich einfacher hergestellt werden kann. Weitere Beispiele für das Laserschweißen von dickem Metall sind das Schweißen von Getriebekomponenten und Tiefschweißen von dickwandigen Stahlbauteilen und Pipelines.